

|
故障檢修與技術維護 |
柴油發電機汽缸體和缸蓋裂紋的修理方法 |
摘要:發動機裝配和修理作業中應嚴格執行工藝要求,如缸蓋螺栓未能按規定的順序和扭矩緊固,緊固力不均勻等,都會導致汽缸蓋變形或螺栓孔附近產生裂紋。柴油發電機汽缸蓋裂紋的修理,應根據其破裂的程度、損傷的部位及自身修理條件和設備狀況,確定其修理方法。需要強調的是若裂紋發生在關鍵部位,如缸孔邊等受力較大的部位時,一般無法修復,應更換汽缸蓋。需特別注意的是凡經過修補的缸蓋都應進行水壓試驗,以檢查其是否有滲漏現象。
一、氣缸蓋出現裂紋的常見原因
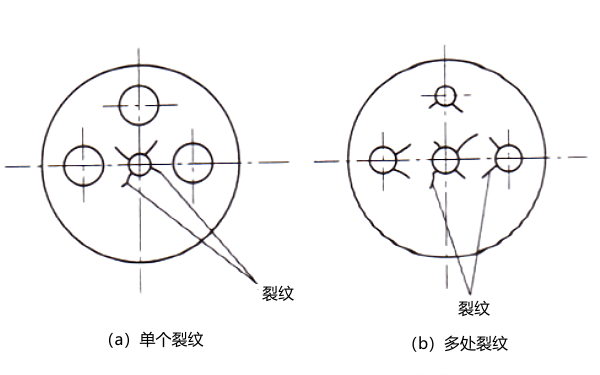
汽缸蓋產生裂紋是汽缸蓋較為常見的故障,其中,單個裂紋現象如圖1(a)所示,多個裂紋現象如圖1(b)所示。大型柴油機汽缸蓋裂紋主要發生在底面孔與孔之間和孔的圓角處,即有應力集中的地方,具體產生裂紋的部位則隨機型、汽缸蓋的結構和材料不同而異;小型柴油機通常在汽缸蓋底面進排氣閥孔與噴油器孔之間以及閥座面上產生裂紋。汽缸蓋產生裂紋的根本原因是熱應力和機械應力周期性的作用,具體分析汽缸蓋產生裂紋主要有以下幾方面原因。
1、結構設計上的原因
汽缸蓋底面氣閥孔周圍之所以常產生裂紋,主要因為該處有較大的表面積,因此,受熱膨脹和冷卻時收縮速度都較大。例如,柴油機工作一段時間停機后,汽缸蓋溫度分布變化劇烈,熱量通過冷卻水和進排氣通道迅速散發,所以在氣閥孔處容易產生裂縫。再者,由于結構或受力不合理、過渡圓角太小等均會引起過大的機械應力,從而導致裂紋。
2、材料和工藝上的原因。
汽缸蓋材料選擇不當,質量不符合要求,鑄造時沒有很好地消除鑄造應力,從而導致零件內部有缺陷,從而使汽缸蓋在工作時易產生裂紋。
3、裝配質量上的原因
汽缸蓋螺栓不按規定交叉擰緊,或在發生汽缸蓋平面漏氣時擰緊該處的螺母來解決,都會造成汽缸蓋受力不均勻而產生裂紋。噴油器安裝不正確,會引起汽缸蓋底面局部變形,增大噴油器孔處所受的拉應力,使之容易產生裂紋。
4、操作和管理上的原因
柴油機長期在超負荷條件下運轉或在未充分暖機的情況下突然增大負荷,使汽缸蓋從冷態急劇變為熱態,或在高溫下急劇冷卻而產生裂紋。柴油機冷車啟動或啟動后加速太快,致使汽缸蓋底面與冷卻面溫差過大,熱應力增大。故應暖機后再啟動,啟動后待油、水溫度升高后方可加速;頻繁啟動、停車和長期超負荷運轉均會使機械應力和熱應力增加;冷卻與潤滑不足或中斷,亦會導致機件過熱。
5、維護保養不良的原因
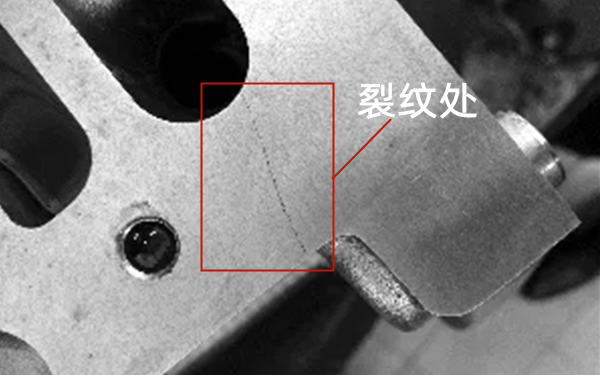
因長期使用,冷卻水腔積垢影響散熱,產生過大的熱應力,從而導致裂紋的產生。實物裂紋示例如圖2所示。
|
圖1 氣缸蓋裂紋常見部位示意圖 |
圖2 柴油機氣缸蓋裂紋實物圖 |
二、缸蓋裂紋的基礎性理論分析
首先可以肯定各缸裂紋的嚴重程度及裂紋在各缸分布位置及散熱條件,與發生時間順序及各缸布局位置決定的散熱特性有關。
缸蓋裂紋位置在缸蓋的受熱表面,幾乎所有的裂紋發生在4個氣門座之間“鼻梁”處,即在氣門座與噴油器孔之間,這一部位全天候承受著燃燒爆發力及高溫、高壓燃燒混合氣體的作用,當其表面溫度達到350℃以上時缸蓋表面抗蠕變性明顯下降(常規理論),蠕變現象開始出現,這種蠕變(蠕變:固體材料在保持應力不變的條件下,應變隨時間延長而增加的現象。)同時開始產生殘余應力,由于這種應力的持續與增加將客觀呈現蠕變的機理過程或者說是效應: (即沿晶蠕變斷裂)、機制(擴散滑移)、形態(緩慢變形),值得注意的是,由于其蠕變的環境相當復雜,機理也可能出現穿晶及延縮性斷裂,以上在硅鋁金鑄鐵中更為常見。
非常值得注意的一個問題是,最有效的防止蠕變的途徑就是對零件進行冷卻或隔熱。所以研究的結果是缸蓋的散熱是重中之重,必須把缸蓋的整體降溫與均勻散熱作為重點實施項目。汽缸蓋常見影響裂紋的因素有:
1、分隔式燃燒室
如渦流室、預燃室等,部分燃燒室布置在汽缸蓋內,增加了缸蓋的熱負荷。而且使缸蓋結構復雜,水套布置困難、水道狹窄冷卻條件差,缸蓋產生裂紋幾率較大。
2、半分開式燃燒室
其燃燒室為球形。由于燃燒過程需要強烈的渦流,空氣和燃燒產物的旋流,使熱量集中在中央,又加上收口的燃燒室將大量的高溫燃燒氣體噴在缸蓋中央鼻梁部位,使鼻梁部位的熱負荷特別高。如果水套布置不當,或鑄造質量較差,就極易產生裂紋。
3、直接噴射式燃燒室
如ω形燃燒室、淺盆形燃燒室等。這種燃燒室一般空氣渦流要求不高,并且是敞口燃燒室,這樣燃氣不會集中噴刷在缸蓋中央,使鼻梁部位得到緩解。而且這種燃燒室噴油嘴布置在正中間,利于4個氣門布置。使中間高溫區可以布置寬敞的水道,獲得良好的冷卻條件,此種發動機缸蓋產生裂紋幾率很小,強化潛力相對較大。
三、爆震對缸蓋裂紋的巨大影響
1、爆震的產生
對于柴油機而言,爆震主要來自燃油質量及供油點火時間,燃油質量問題似乎是我們國家目前無法抗拒的,然而燃油的抗爆性能(十六烷值)直接影響著燃燒室相關部件的壽命,燃油的抗爆性能差將導致爆燃,爆燃即爆震,將直接對缸蓋、活塞、缸筒、氣門,其中對缸蓋、活塞的影響最大,常見的后果是導致缸蓋裂紋,活塞燒頂;供油點火時間在實踐中是最常見的,供油點火時間過早將導致嚴重爆燃,爆燃是一種非正常的急速燃燒,接近于爆炸的燃燒速度,這將導致燃燒室內部產生異常高溫、超高速震動波,為缸蓋的蠕變提供了非常有利的條件。
2、燃油執行器及正時執行器與爆震的關系
這兩個執行器分別控制燃油噴射量及燃油最佳噴射時刻,它們自柴油機啟動即開始持續不斷的工作,當達到一定工作時間后由于其內部疲勞磨損,執行精確度將逐漸變差,燃油執行器磨損將導致噴油量過大或過小,導致噴油器霧化性能變差或提前供油,也就是說使柴油機燃燒不充分或點火時間過早,點火時間過早是產生爆震的重要原因,爆震產生的異常高溫又給蠕變創造了重要條件,蠕變是缸蓋裂紋的根本原因【康明斯公司支持并建議5000hr后更換以上部件】。需要說明的是以上兩個執行器性能變差以后沒有直接故障碼,(與電腦控制幅度有關)唯一的辦法必須憑借維修入員的豐富經驗,必須對柴油機的煙色,柴油機的爆震異響準確辨別。否則,一旦出現執行器性能變差或失效,將給缸蓋裂紋創造重要的有利條件。
3、噴油器與缸蓋裂紋的關系
噴油器是柴油機噴油的最終執行元件,直接插入惡劣環境的燃燒室,噴油器性能變差的重要標志是霧化不良、滴沿等現象,這樣就會造成異常高濃度混合氣集聚在噴油器周圍,這個位置恰恰就是我們前文說的“鼻梁”處,從缸蓋解剖圖中我們可以看出,此處又是制造結構最為薄弱的,那么由于集聚在其周圍的異常高濃度混合氣體燃燒產生局部異常高溫,"鼻梁"處的蠕變將最為嚴重,目前同行業對噴油器老化更換有著統一共識。通常做法是8000hr更換全部噴油器。
四、產生裂紋后的修補方法
1、環氧樹脂膠粘接
環氧樹脂膠粘劑由環氧樹脂、固化劑、增塑劑、促進劑、稀釋劑、填充劑、偶聯劑、阻燃劑、穩定劑等組成。其中環氧樹脂、固化劑、增韌劑是不可缺少的組分,其他則根據需要決定加否。環氧樹脂粘接具有粘接力強、收縮小、耐疲勞等優點,同時工藝簡單、操作方便、成本低。其主要缺點是不耐高溫、不耐沖擊等,而且在下一次修理時,經熱堿水煮洗后會產生脫落現象,需要重新粘接。所以,汽缸體和汽缸蓋除燃燒室、氣門座等高溫區域外,其余部位均可采用這種方法進行修復。
2、螺釘填補
這種方法適用于某些受力不大,強度要求小和裂紋范圍較短(一般在50mm以下)的平面部位,其修理質量較高,但較費工時。具體的填補工藝如下:
(1)在裂紋兩端各鉆一個限制孔,以防止裂紋的繼續延伸。
(2)沿裂紋鉆孔3、4、5,孔的直徑視螺紋的直徑而定,并保證孔與孔之間重疊1/3孔徑
(3)在上述1、2、3、4、5孔中攻出螺紋。
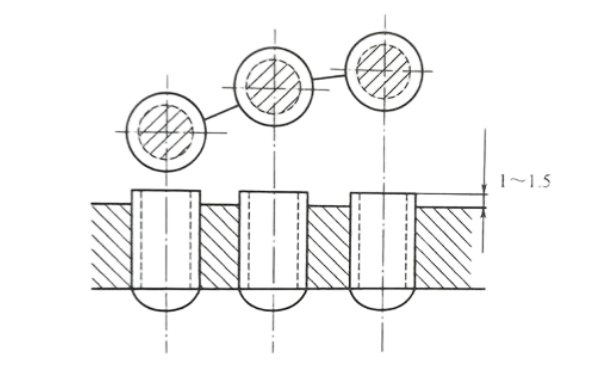
(4)在攻好的螺紋中,擰入預先鉸好螺紋的紫銅桿(擰入部分漆以白漆),擰好后切斷銅桿,使切斷處高出裂紋表面1、1.5mm,如圖3所示。
(5)巳在已經切斷的螺桿之間鉆孔6、7、8、9,按照上述方法攻螺紋并擰入螺桿,使之填滿裂紋,形成一條螺釘鏈。
(6)為使填滿緊密起見,應用手錘在已切斷的螺桿之間輕輕敲打,最后用銼刀修平,必要時可用錫焊,以防滲漏。
3、補板封補
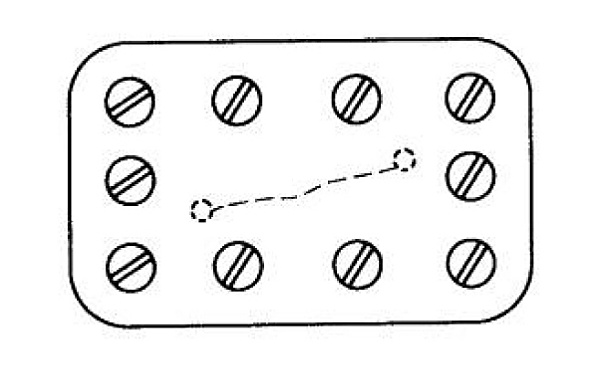
在汽缸體、汽缸蓋受力不大的部位上,如裂紋較長或有破洞時,在破損處的四周采用補板封補,如圖4所示。
(1)在各裂紋端部鉆孔,限制其延伸。
(2)用3、5mm厚的紫銅板或1.5、2mm厚的鐵板,截成與破口輪廓相似,四周大于破口154~20mm的補板。如破裂的表面有凸部分,需在補板上敲出同樣凸起形狀,使整個補板能與封補部位的表面貼合。
(4)將補板按在破口上,從補板孔中用劃針在汽缸體上做出鉆孔記號,移去補板后,在記號處鉆出深度約10mm的孔,并攻出所需直徑的螺紋。
(5)在汽缸體與補板之間,填入涂有白漆的石棉襯墊,然后用平頭螺栓將補板緊固在汽缸體上,必要時將補板四周用小錘敲擊,并進一步擰緊螺栓,以增加其密封性。
4、焊補
汽缸體與汽缸蓋的裂紋,如發生在受力較大或溫度較高的部位,以及用以上幾種方法不易操作的部位,多采用焊補法修復。其焊補工藝如下。
(1)在裂紋兩端各鉆一個3~5mm的孔,防止裂紋的延伸。
(2)按具體情況,將裂紋鑿成60°~90°的v形槽,并清理干凈,露出光澤。
(3)采用電焊時,應使用直流電焊;采用乙炔焊時,應將缸體或缸蓋墊平,將焊區緩慢預熱至500℃左右,焊補后加熱至500~550℃保持1h,然后在不少于16h內緩冷至常溫。
5、堵漏劑堵漏
堵漏劑通常是由水玻璃、無機聚沉劑、有機絮凝劑、無機填充劑和粘接劑等組成的膠狀液體。適用于鑄鐵或鋁缸體所出現的細小裂紋、砂眼等缺陷的堵漏。采用堵漏劑進行修復裂紋時,應先找出漏水的部位,確定裂紋的長度、寬度或砂眼的孔徑。如裂紋長度超過40~50mm時,可在裂紋兩端鉆3~4m的限制孔,并點焊或攻螺紋擰上螺釘,防止裂紋的延伸。同時,每隔30、鉆孔(不鉆通),點焊或攻螺紋擰上螺釘,避免工作中的振動使裂紋擴展。若裂紋寬度、砂眼孔徑超過0·3mm時最好不用這種方法修復。堵漏劑堵漏僅適用于小裂紋或有微量滲漏時采用。
|
圖3 氣缸蓋裂紋螺釘填補法 |
圖4 氣缸蓋裂紋的補板封補法 |
總結:
汽缸蓋作為柴油機的固定機件,也是柴油機燃燒室的組成部分。柴油機汽缸蓋的結構型式繁多,隨機型不同而異。但各種型式的汽缸蓋的共同特點是結構復雜,孔道較多,壁厚不均。柴油機汽缸蓋不僅結構復雜,而且工作條件、受力情況也十分復雜、惡劣。它不僅受到高溫高壓氣體的強烈作用,而且周期性地承受較高的機械負荷與熱負荷,也受到因冷卻水造成的局部冷熱不勻影響,同時還由于螺栓預緊力使汽缸蓋承受著壓應力,并與燃氣壓力共同作用使汽缸蓋受到彎曲作用,此外,還在截面變化處容易產生應力集中等。正是由于汽缸蓋如此惡劣的工作條件,致使汽缸蓋很容易損壞。通常損壞形式為:其底面和冷卻水腔容易產生裂紋,還有汽閥底面和導套容易磨損,冷卻水側被腐蝕等。綜上所述,主要針對柴油機汽缸蓋最經常出現的損壞現象——裂紋,進行詳細敘述,分析其裂紋產生原因及其修理、預防措施等。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com




