

|
性能特點和作用說明 |
柴油發(fā)電機連桿的結構特點與工藝精度 |
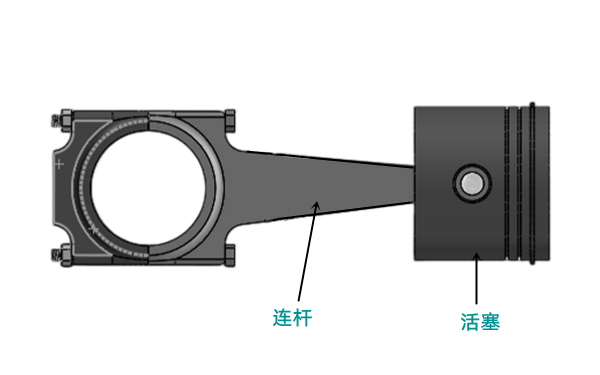
摘要:連桿的作用是將活塞承受的力傳給曲軸,推動曲軸轉動,使活塞的往復運動轉變?yōu)榍S的旋轉運動。連桿在工作中要承受活塞銷傳來的氣體作用力、活塞連桿組往復運動的慣性力和連桿大頭繞曲軸旋轉產(chǎn)生的旋轉慣性力的作用。上述這些作用力都是交變載荷,而連桿本身又是一個較長的桿件,因此要求連桿要有足夠的強度和剛度,質(zhì)量要盡量小。
一、連桿的分類
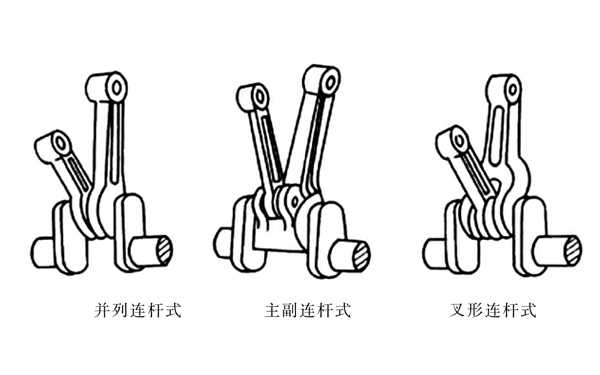
12v型柴油發(fā)電機左右兩側相對應的兩個汽缸的連桿,通常都裝在同一個曲柄銷上,連桿活塞組總成如圖1所示。按照兩個連桿連接方式的不同,可分為下列三種形式,如圖2所示。
1、并列連桿
相對應的左右兩缸的連桿,一前一后地裝在同一曲柄銷上。由于連桿的結構形式相同,因此可以通用,而且兩側汽缸的活塞連桿組的運動規(guī)律相同。其缺點是兩側汽缸的中心線沿曲軸軸向要錯開一段距離,因而曲軸的長度增加,使曲軸剛度降低。
2、主副連桿
主副連桿又稱關節(jié)式連桿,一列汽缸的連桿裝在連桿軸頸上,稱為主連桿;另一列汽缸的連桿,通過一圓柱銷與主連桿的耳銷孔相連接,稱為副連桿。左右兩列對應汽缸的主副連桿及其中心線位于同一平面內(nèi)。
3、叉片式連桿
左右兩列汽缸相對應的兩個連桿中,一個連桿的大頭做成叉形,另一個連桿的大頭插在叉形連桿的開擋內(nèi),稱為叉片式連桿。
在缸徑較大,缸數(shù)較多的v型柴油發(fā)電機上,多采用主副連桿和叉片式連桿,而一般v型柴油發(fā)電機則多采用并列式連桿。
|
圖1 活塞連桿組模型圖 |
圖2 連桿分類型式圖 |

二、連桿的結構和工作過程
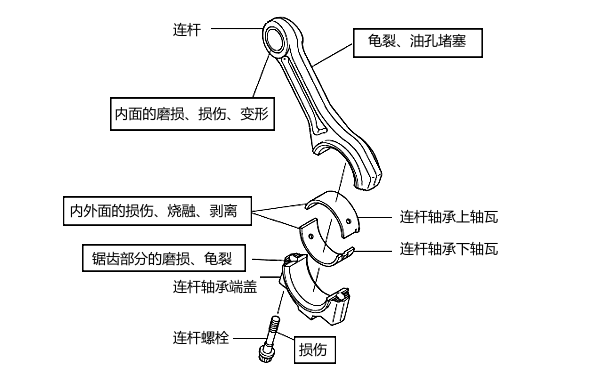
連桿是柴油發(fā)電機中的主要傳動部件之一,他在柴油機中,把作用活塞頂面的膨脹的壓力傳遞給曲軸,又受曲軸的驅動而帶動活塞壓縮氣缸中的氣體。連桿在工作中承受著著急劇變化的動載荷。連桿由連桿體及連桿蓋兩部分組成。連桿及連桿蓋上的大頭孔用螺栓和螺母與曲軸裝在一起。為了減少磨損和便于維修,連桿的大頭孔內(nèi)裝有薄壁金屬軸瓦。軸瓦有鋼質(zhì)的底,底的內(nèi)表面澆有一層耐磨巴氏合金軸瓦金屬。在連桿體大頭和連桿蓋之間有一組墊片,可以用來補償軸瓦的磨損。連桿小頭用活塞銷與活塞連接。小頭孔內(nèi)壓入青銅襯套,以減少小頭孔與活塞的磨損,同時便于在磨損后進行修理和更換。
在柴油發(fā)電機工作過程中,連桿受膨脹氣體交變壓力的作用和慣性力的作用,連桿除應具有足夠的強度和剛度外,還應盡量減小連桿自身的質(zhì)量,以減小慣性力的作用。連桿桿身一般都采用從大頭到小頭逐步變小的工字型截面形狀。為了保證柴油發(fā)電機的運轉均衡,同一發(fā)動機中各連桿的質(zhì)量不能相差太大,因此,在連桿部件的大,小頭兩端設置了去不平衡的質(zhì)量的凸塊,以便于在稱重后切除不平衡質(zhì)量,連桿大,小頭兩端對稱分布在連桿中截面的兩側。考慮到裝夾、安放、搬運等要求,連桿大小頭的厚度相等(基本尺寸相同)。在連桿小頭的頂端設有油孔(或油槽),柴油發(fā)電機工作時,依靠曲軸的高速轉動,把氣缸體下部的潤滑油飛濺到小頭頂端的油孔內(nèi),以潤滑連桿小頭襯套與活塞之間的擺動運動副。
三、連桿的加工工藝和精度
發(fā)動機在高速和高負荷狀態(tài)下工作時,連桿內(nèi)部所承受的摩擦力和壓力巨大,容易產(chǎn)生高溫。當機油不足或不及時更換,就導致散熱不良,使連桿變形或軸瓦磨損(連桿組故障現(xiàn)象如圖3所示)。因此,連桿的加工精度將直接影響柴油機的性能,而工藝的選擇又是直接影響精度的主要因素。
1、反映連桿精度的參數(shù)
(1)連桿大端中心面和小端中心面相對連桿桿身中心面的對稱度;
(2)連桿大、小頭孔中心距尺寸精度;
(3)連桿大、小頭孔平行度;
(4)連桿大。小頭孔尺寸精度、形狀精度;
(5)連桿大頭螺栓孔與接合面的垂直度。
(6)活塞連桿組的重量規(guī)定
柴油發(fā)電機的型號不同,要求也不一樣,各柴油發(fā)電機說明書均有具體規(guī)定,例如,康明斯6B系列柴油發(fā)電機,新機時,在同一臺柴油發(fā)電機中各活塞質(zhì)量差不得大于5g,在同一臺柴油發(fā)電機中各連桿組(包括連桿體、連桿蓋、大小頭軸承、連桿螦釘)質(zhì)量差不得大于30g。一般修理時要求略低一些,例如鑄鐵活塞直徑在150mm左右的,各缸質(zhì)量差不能超過15g,連桿不能超過30、40g,活塞連桿組不超過60~80g,汽缸直徑在100mm左右的鋁活塞各缸質(zhì)量差不超過10g,連桿不能超過25~30g,活塞連桿組不能超過40~50g。
2、裂解工藝
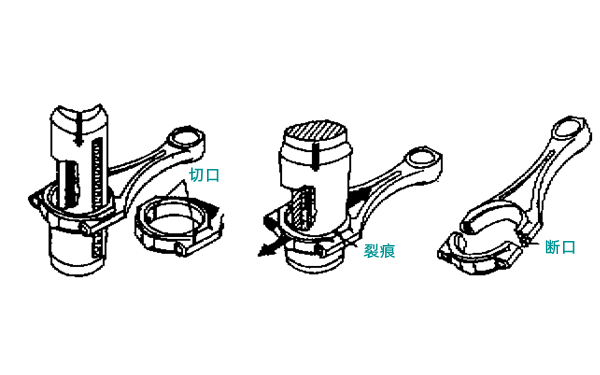
連桿是發(fā)動機上的關鍵零件,在高頻率疲勞載荷下作,對強度有較高的要求。連桿屬于較難鍛造與加工的一種零件,對其制造方法及技術,國內(nèi)外都給予了極大的關注,連桿裂解(也稱連桿脹斷、撐斷)加工新工藝是20世紀90年代初發(fā)展起來的一種連桿加工新技術,該種新工藝與裝備從根本上改變了傳統(tǒng)的連桿加工方法,是對傳統(tǒng)連桿加工的一次重大變革。連桿裂解技術的原理是根據(jù)材料斷裂理論,首先將整體鍛造的連桿毛坯大頭孔人為加工,形成初始斷裂源,然后用特定方法控制裂痕擴展,達到連桿本體與連桿蓋分離的目的。其裂解加工過程見圖3。
3、切削加工
連桿的制造過程中,需要進行多道切削加工,包括車削、銑削、鉆孔、磨削等。這些加工工藝需要高精度的機床和刀具,以確保加工精度和表面質(zhì)量。在切削加工中,需要注意刀具的選擇、切削參數(shù)的調(diào)整、冷卻液的使用等因素。
4、熱處理
連桿的熱處理是制造過程中非常重要的一步,它能夠改善材料的機械性能和耐磨性。常用的熱處理方法包括淬火、回火、正火、等溫淬火等。在熱處理過程中,需要控制溫度、時間和冷卻速度等因素,以確保材料的性能達到要求。
5、精密加工
連桿的精密加工是制造過程中的最后一步,它包括磨削、拋光、平衡等工藝。這些工藝需要高精度的設備和技術,以確保連桿的尺寸精度和表面質(zhì)量。在精密加工中,需要注意加工工藝的順序、加工參數(shù)的調(diào)整、設備的維護等因素。
|
圖3 連桿常見磨損和損壞部位 |
圖4 連桿裂解加工過程 |
四、連桿活塞組的裝配和檢測
柴油發(fā)電機的活塞與活塞銷、活塞銷與連桿襯套、連桿等分別修配好后,還要進行裝配與檢驗。有分開式連桿蓋的連桿,大頭的孔是在連桿軸承蓋、桿身和連桿螺栓裝配好了才進行加工的。在蓋和身分開面的一外側刻有同一個號碼,例如6,兩個“6”字應裝在同一側,如果裝錯了,孔可能變成錐形,或者蓋和桿身的分開面會錯開。一般情況下,連桿上刻有號碼的一邊朝向凸輪軸,修刮連桿軸瓦和裝配時不要弄錯。與此同時,某些凸輪軸機構是依靠通過連桿大端的噴油孔噴出的潤滑油來潤滑的,所以油孔應朝向凸輪軸方向。
1、活塞的標記
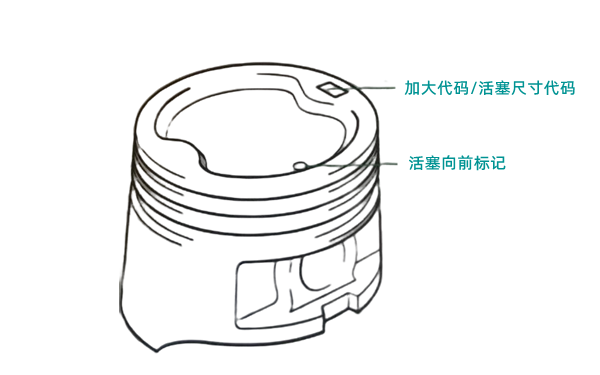
將活塞上所標記的裝配方向認定并準確識別,如圖5所示。
(1)有膨脹槽的活塞,應朝向連桿噴油孔的相對面。
(2)活塞頂上的箭頭:指向排氣管。
(3)活塞頂上的凹槽:按相關位置裝配。
(4)活塞平頂無記號:任意裝配(但不能裝錯缸)。
2、活塞、活塞銷及連桿小頭的裝配
將鋁制活塞(全浮式)活塞,放入水中加熱到75~85℃,取出活塞后迅速擦凈銷孔,將活塞銷推入孔的一端,立即在襯套內(nèi)涂以少許機油,把連桿伸入活塞內(nèi)與活塞銷對正(注意方向:一般大頭上有油匙的一邊應朝向工作時的轉動方向)。繼續(xù)用手的腕力將活塞銷推入另一銷孔(或用木錘敲進)。尤其用木錘往里敲時,活塞銷一定要裝正,否則對銷孔內(nèi)表面有損傷。裝好后繼續(xù)放入水中加溫,當溫度達到90℃左右時,再從水中取出,當活塞銷處于垂直地面位置時,活塞銷在孔中應不能自動下移,如果下移就證明配合松;另外應搖動連桿,看活塞銷是否在孔中轉動,如能轉動,證明配合正常。如活塞銷在孔中不轉動,則證明配合過緊,此時應把銷子打出來,適當修刮。
3、活塞銷與連桿襯套裝配檢驗
在常溫下,檢查活塞銷與襯套的配合情況時,可以手扶住活塞,另一手持連桿大頭部分擺動,如果活塞銷和襯套配合正常,擺動時應有一定的阻力;或用手握住活塞,使連桿大頭部分稍向上,虛線位置,若襯套與活塞銷配合正常,則連桿能借本身的重量徐徐下降。若配合松時,則下降很快;若配合緊了,則連桿不下降。若配合稍松,可用合適的工具在襯套兩邊輕輕敲擊數(shù)下,這樣可以使襯套內(nèi)徑稍變小,若緊得不多,則不必用刮刀修刮,可將活塞銷裝進襯套,然后將活塞銷夾在虎鉗上,來回搬動連桿,使襯套內(nèi)表面磨得光滑些即可。
4、活塞銷卡環(huán)的裝配
活塞連桿裝好后,在如圖6所示。活塞銷兩端裝入卡環(huán)一定要把卡環(huán)裝在槽內(nèi),并使開口朝向活塞的上邊(活塞頂端方向),這是因為活塞銷端部受熱膨脹的系數(shù)大,卡環(huán)長期受高溫而失去彈力,開口朝上時,卡環(huán)端部回縮,不易跑出槽外,同時,開口朝上,還可以保存潤卡環(huán)有兩種(鋼絲和鋼片)。如卡環(huán)為鋼片時,其卡環(huán)槽深度為0.6~0.7mm;卡環(huán)為鋼絲時,槽的深度為鋼絲直徑的1/2、2/3,卡環(huán)裝入槽內(nèi)與槽的四周應接觸嚴密。卡環(huán)與活塞銷兩端的間隙均應不小于0.10mm。保留此間隙的目的在于使活塞銷受熱后有膨脹的余地。若沒有此間隙,活塞銷膨脹會使活塞的變形加大,甚至頂出卡環(huán),易造成“拉缸”事故。間隙過小或沒有時,可將活塞銷磨短少許即可。
5、檢查活塞連桿組的彎扭
在連桿校驗器上檢查整套活塞連桿組是否有彎扭現(xiàn)象(檢查時不裝活塞環(huán)),檢查方法:按要求將活塞連桿組裝在連桿校驗器上,使活塞的底部與槽塊的頂部接觸,通過左右間隙的測量來確定活塞連桿組的扭曲,不得超過0.10mm;通過測量活塞裙部上下與平塊之間的間隙來確定活塞連桿組的彎曲,不得超過0.10mm,若超過規(guī)定就要重新對軸承、活塞銷孔、連桿襯套、連桿的彎曲與扭曲進行校驗。
6、連桿螺栓的安裝
● 用專用工具上緊,并在柴油機說明書中明確規(guī)定了緊固時的預緊度(一般用螺栓的伸長量、液壓拉伸器的油壓、扭力扳手的扭矩或螺帽的旋轉角度來衡量,這些方法也用于其它重要螺栓預緊力的控制)。
● 預緊度過大會引起軸承變形、螺栓受力過大甚至損傷,過小則會發(fā)生軸承松動。
● 第一次上緊連桿螺栓或更換軸承備件時,由于各承壓部分會產(chǎn)生永久變形,使一部分預緊力喪失。在這種情況下,要在正式上緊之前把螺栓先緊一下,以便把各承壓部分壓實,然后再放松,最后按規(guī)定正式上緊。
● 正確固緊是避免連桿螺栓疲勞斷裂這類事故發(fā)生的最重要措施之一。
|
圖5 柴油機活塞安裝標記 |
圖6 活塞連桿組裝配完成后總成圖 |
總結:
連桿的制造過程中,需要進行多道檢測和質(zhì)量控制,以確保產(chǎn)品的質(zhì)量和性能。常用的檢測方法包括超聲波探傷、磁粉探傷、硬度測試、尺寸測量等。在質(zhì)量控制中,需要制定嚴格的工藝規(guī)范和質(zhì)量標準,對每道工序進行檢查和記錄,以確保產(chǎn)品的一致性和穩(wěn)定性。連桿的制造工藝過程是一個復雜而嚴謹?shù)倪^程,需要高精度的設備和技術,以確保產(chǎn)品的質(zhì)量和性能。在制造過程中,需要注意材料的選擇、切削加工、熱處理、精密加工、檢測和質(zhì)量控制等因素,以確保產(chǎn)品的一致性和穩(wěn)定性。只有這樣,才能生產(chǎn)出高質(zhì)量的連桿產(chǎn)品,為柴油發(fā)電機組行業(yè)的發(fā)展做出貢獻。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發(fā)電機組技術數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




