

|
新聞主題 |
柴油發電機氣門質量的鑒定與測量方法 |
摘要:柴油發電機的氣門維修后一般要檢查氣門與座圈的密封性,其方法是在氣門與座圈接合后,在氣門及座圈凹坑周圍滴注上煤油,放置一段時間,煤油不滲漏就說明密封良好。因此,為檢驗氣門的修復質量,需要正確測量氣門與氣門座的氣密性,以保障柴油發電機正常工作。康明斯公司在本文章羅列了氣門鑒定和質量檢測方法,同時告知了氣門光磨和銼磨兩種修復法。
一、氣門結構及工作條件
1、氣門的工作條件
氣門的工作條件非常惡劣。首先氣門直接與高溫燃氣接觸,受熱嚴重,而且散熱困難,因此氣門溫度很高。排氣門最高溫度可達600~800℃,進氣門由于受到新氣的冷卻,溫度稍低,約為300~400℃。其次氣門承受氣體作用力和氣門彈簧力的作用,以及配氣機構運動件的慣性力使氣門落座時受到沖擊。再次,氣門在潤滑條件很差的條件下以極高的速度啟閉并在氣門導管內作高速往復運動。此外,氣門由于與高溫燃氣中有腐蝕性的氣體接觸而受到腐蝕。
2、氣門材料
根據氣門的工作條件,要求氣門材料應具有下列特性:
① 耐熱,具有良好的導熱性。
② 在高溫下仍能保持足夠的硬度和強度,并耐沖擊。
③ 耐磨損、耐腐蝕。
進氣門一般用中碳合金鋼制造,如鉻鋼、鉻鉬鋼等。排氣門采用耐熱合金鋼制造,如硅鉻鋼、硅鉻鉬鋼、硅鉻錳鋼等。為了節省耐熱合金鋼,有的排氣門頭部用耐熱合金鋼,而桿部用普通合金鋼制造,然后將兩者對焊在一起。還有在排氣門的氣門錐面上堆焊或噴涂一層鎢鈷合金,以提高其硬度、耐磨、耐熱性,從而延長氣門壽命。
3、氣門構造
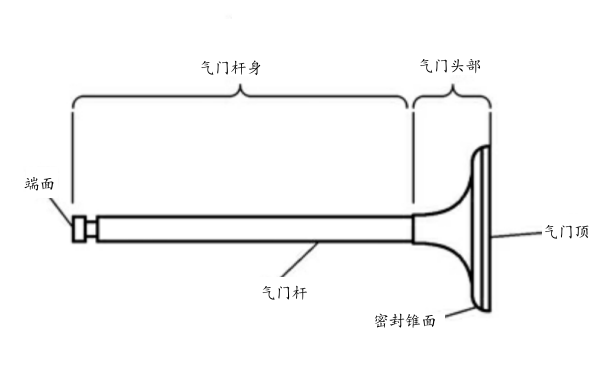
柴油發動機的進、排氣門均為菌形氣門,由氣門頭部和氣門桿身兩部分構成,氣門組的結構和各部分名稱如圖1和圖2所示。
|
圖1 氣門組基本組成 |
圖2 氣門的構造 |
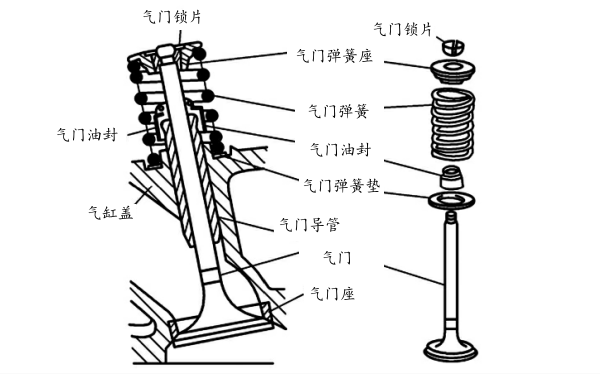
(1)氣門頭部
● 氣門頭部的形狀
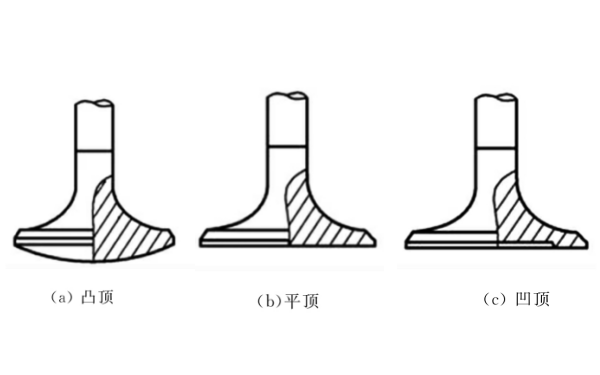
氣門頭部的形狀有凸頂、平頂、凹頂等形狀(圖2)。
① 凸頂〔圖2(a)〕:頭部強度大,用作排氣門時排氣阻力小,但受熱面積大,質量大,加工也較為復雜。
② 平頂〔圖2(b)〕:其結構簡單,受熱面積小,便于制造;進、排氣門都可以采用,目前應用得最多。
③ 凹頂〔圖2(c):頭部與氣門桿部的過渡曲線呈流線形,進氣阻力小,適合用于進氣門;而且凹頂氣門有較大的彈性,能較好地適應氣門座圈的變形。凹頂受熱面積大,不宜用作排氣門。
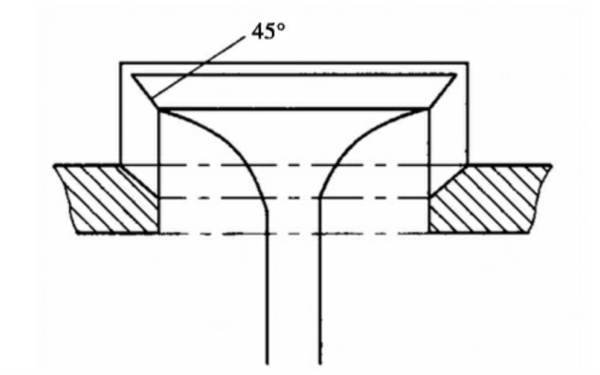
● 氣門錐面
氣門與氣門座或氣門座圈之間靠錐面密封。氣門錐面與氣門頂面之間的夾角稱為氣門錐角(圖3)。一般氣門錐角為45°,在氣門升程一定的情況下,減小氣門錐角,可以增大氣流通道斷面,減小進氣阻力;但錐角減小會引起氣門頭部邊緣厚度變薄,致使氣門的密封性和導熱性變差。
采用錐形工作面的目的:
① 能獲得較大的氣門座合壓力,可以提高密封性能和擴大導熱面積,因此導熱性能也相應提高。
② 氣門座圈對氣門起精確定位作用。
③ 在相同氣門升程的條件下,氣門錐角能使氣流通過斷面面積增大,進氣阻力降低,因此可以提高進氣速度和進氣量。為保證良好密合,裝配前應將氣門與氣門座二者的密封錐面互相研磨,磨合好的零件不能互換。
氣門與氣門座密封錐面相接觸時形成的環狀密封帶,稱為接觸帶。它應位于氣門密封錐面的中部,其寬度應符合廣家的設計要求。
|
圖3 氣門頭部形狀 |
圖4 氣門錐角 |
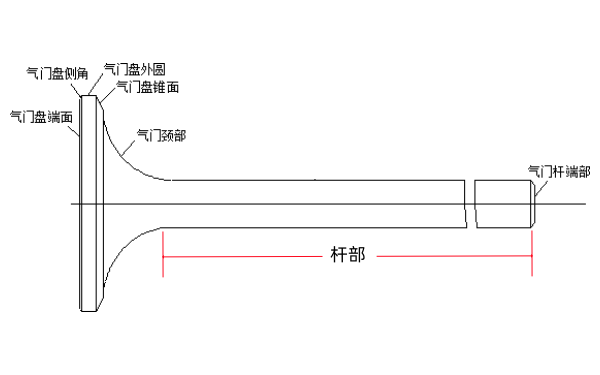
(2)氣門桿部
氣門桿部外部呈圓柱形(如圖5所示),在氣門導管中不斷進行上、下往復運動。
氣門桿部應具有較高的加工精度,保證與氣門導管保持正確的配合間隙,以減小磨損和起到良好的導向、散熱作用。
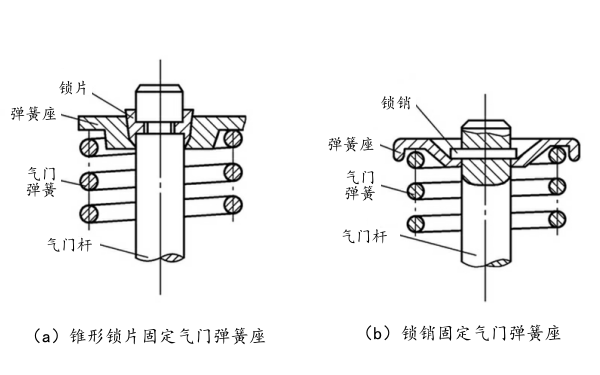
氣門桿尾部的結構取決于氣門彈簧座的固定方式,如圖6所示。常用的結構是氣門桿尾部加工出的環形槽用來安裝剖分成兩半的錐形鎖片,再由錐形鎖片來固定氣門彈簧座〔圖6(a)〕;也可以用鎖銷5來固定氣門彈簧座〔圖6(b)〕,鎖銷裝配在氣門桿尾部對應的徑向孔中。
|
圖5 氣門桿部位置示意圖 |
圖6 彈簧座的固定方式 |
二、氣門質量的鑒定和檢查
1、氣門的鑒定
對氣門的測量要求,可把它歸納為以下幾點,即氣門的鑒定。
① 氣門頂及頸部有裂紋,嚴重爆皮及其頭部邊緣厚度<0.5mm時應作報廢處理;
② 氣門彎曲度>0.03mm或氣門頭部擺差(徑向跳動)>0.05mm,應進行冷壓校正或用軟質錘進行敲擊校正,無法校正時應更換新件;
③ 氣門桿失圓度、錐形度>0·03mm時作報廢處理;
④ 氣門桿磨損量>0·075mm,應更換或鍍鉻修復;
⑤ 氣門錐形工作面燒蝕、斑點及凹陷輕微時,經研磨修復后可繼續使用;
⑥ 氣門錐形工作面燒蝕、斑點及凹陷嚴重時,必經進行光磨修復。
2、氣門的測量
① 正確的氣門維修對柴油發電機性能至關重要。因此,必須遵守所有測量程序細節以便識別超過規格的部件。
② 如測量程序顯示氣門或氣門座必須修整,在修整后應執行測量程序。
3、氣門座寬度的測量
① 用適當的標尺測量汽缸蓋中的氣門座寬度。
② 用適當的標尺在氣門錐面上測量氣門座寬度。
維修提示:氣門座接觸面至少要距離氣門外徑(余量) 0.5 mm。如果氣門座接觸面離氣門余量太近, 必須修整氣門座, 以使氣門座接觸面離開余量。
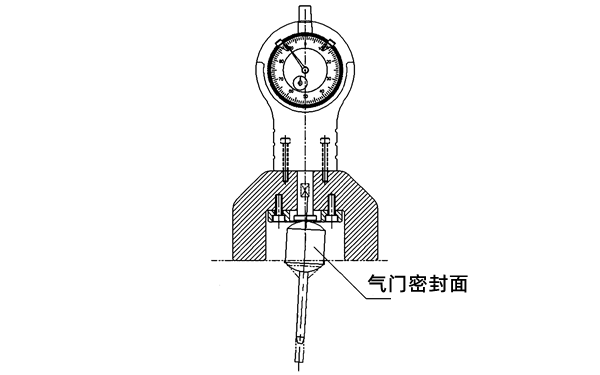
4、氣門座圓度的測量
① 將錐形導向桿安裝到導管上,并將千分表連接到導向桿上,用千分表測量氣門座圓度。導向桿安裝到導管上時,導向桿應略微卡緊。
特別注意:必須使用正確尺寸的導向桿。切勿使用可調直徑的導向桿。可調式導向桿會損壞氣門導管。
② 如果氣門座圓度超過規格,必須研磨氣門和氣門座。
③ 如使用的是新氣門,氣門座圓度必須在0.05mm 以內。
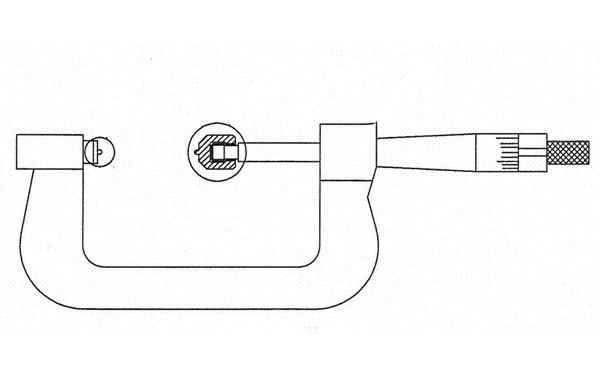
5、氣門余量的測量
① 用適當的標尺測量氣門余量,如圖7所示。
② 如果氣門余量超過規格,則更換氣門。
6、氣門對氣門座同心度的測量
特別注意:檢查氣門對氣門座同心度, 確定氣門和氣門座是否正常密封。必須測量氣門錐面和氣門座以確保氣門正常密封。
① 將藍染色劑輕輕涂于氣門錐面上。
② 將氣門安裝到汽缸蓋內。
③ 用足夠的壓力抵著氣門座轉動氣門,以磨去染料。
④ 將氣門從汽缸蓋上拆下。
⑤ 檢查氣門錐面。
如果氣門錐面和氣門桿是同心的,則會提供正確的密封,圍繞整個錐面的印痕應該是連續的。如果氣門錐面和氣門桿不同心,氣門錐面上的染料磨去印痕將是不連續的。氣門應進行表面修整或更換。
|
圖7 氣門卡槽的測量工具(千分尺) |
圖8 氣門座圈密封面的深度檢測裝置 |
三、氣門的修復
氣門工作面的光磨,根據設備條件,可采用光磨和銼磨兩種辦法修復。光磨可在氣門光
1、光磨
氣門工作面氣門光磨機的結構,其底座上裝有縱拖板和橫拖板,縱拖板能用手柄作縱向移動,上面安裝的有電動機和左右兩個砂輪;橫拖板可用手柄作橫向移動,上面安裝的有氣門夾架,由電動機帶動旋轉。橫拖板上附有刻度,當松開夾架上的固定螺釘時,即可調整所需角度的位置。氣門光磨步驟如下。
① 檢查砂輪面情況,如不平整,應用金剛砂修整。
② 根據氣門桿外徑選擇適當夾心,將氣門端正而穩妥地緊固在夾架上(氣門頭伸出夾心的長度以4()mrn左右為宜),并使氣門先不要和砂輪接觸。
③ 調整氣門夾架,使氣門的角度與砂輪工作面的角度(30°或45°)相符,并將緊固母旋緊。
④ 光磨:先開動夾架上的電動機,察看氣門是否有搖擺現象,氣門無搖擺時,再開動砂輪電動機進行光磨。
光磨時,一手轉動橫向手柄,使氣門慢慢向右移動,一手轉動縱向手柄,使砂輪漸漸移近氣門工作面,在磨的過程中,不要使光磨量過大,并來回轉動橫向手柄,使氣門工作面在砂輪面上左右慢慢移動,以保持砂輪平整,但需注意:氣門移動不能超過砂輪面,以防打壞砂輪和氣門。光磨后搖退砂輪,關閉電動機。
⑤ 用“00#”砂布磨光氣門工作面。
2、銼磨
氣門工作面銼磨可用于臺鉆或車床,也可用銼刀直接銼磨,方法如下:
(1)將臺鉆或車床銼掉。
首先把氣門夾在臺鉆夾頭或車床上,啟動電機,用細平鈍刀沿原工作角度,將麻點.凹陷.斑痕等缺陷磨掉,最后在磨削時把氣門磨光。在研磨過程中,應盡量減少金屬的研磨量,以免影響斜面的光潔度,速度不宜過快,以免出現打銼現象。鈍磨時,當氣門頭斜面出現明顯的搏動現象時,可能是由于氣門不正確或氣門桿彎曲所致,氣門桿應重新夾持或校正。
(2)用銼刀磨削閥門表面。
這一方法不使用上面提到的裝置而實現。做法是:左手握住氣門,并保持一定的角度,右手拿銼刀進行銼削,把邊緣銼轉氣門,使氣門四周光滑,最后在鈍刀上包一層砂布將氣門打光。
從上述氣門的光磨過程中可以看出,氣門經過光磨,解決了氣門由于磨損、燒蝕等原因而導致氣門關閉不嚴、漏氣的矛盾。但經過多次光磨后,閥頭邊緣的厚度會逐漸減小,如果氣門頭邊沿厚度太薄,在工作中容易出現翹曲。所以,當汽油機的閥端部厚度小于0.5mm、閥頭邊厚小于1mm、柴油發電機氣門頭厚時,要進行換氣。
總結:
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com




