

|
新聞主題 |
凸輪軸的彎曲、軸頸、高度檢查與修理 |
摘要:柴油發(fā)電機(jī)凸輪軸孔及同軸度、彎曲、圓柱度檢修檢測(cè)裝置包括芯軸,芯軸的前端設(shè)有止推板,芯軸上設(shè)有表座,表座上連接杠桿百分表,芯軸的后端軸上設(shè)有定位套,芯軸的末端連接手柄。機(jī)體凸輪軸孔及同軸度檢修檢測(cè)裝置便于檢查機(jī)體上凸輪軸孔的同軸度,解決了一般萬(wàn)能表無(wú)法測(cè)量的困難,效益較高,通過(guò)檢測(cè),可以找出凸輪軸孔同軸度超差的方向和大小,從而對(duì)凸輪軸孔進(jìn)行有針對(duì)性的檢修,既直觀(guān)又方便,有助于檢修。
一、凸輪軸的結(jié)構(gòu)組成
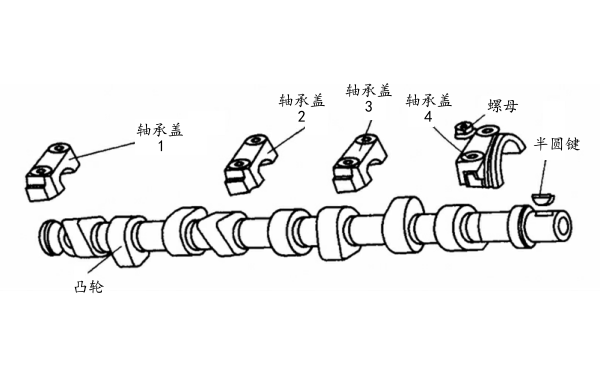
凸輪軸是發(fā)動(dòng)機(jī)傳動(dòng)系統(tǒng)中的重要組成部分,在傳動(dòng)機(jī)構(gòu)中起著轉(zhuǎn)移動(dòng)力的作用。凸輪軸的構(gòu)造非常簡(jiǎn)單,它是由一對(duì)對(duì)稱(chēng)的凸輪和一根軸以及外套軸組成,如圖1所示。
1、針對(duì)凸輪軸的軸體
它是一種精確加工的軸,它由一根或多根軸構(gòu)成,且每根軸的直徑、壁厚、長(zhǎng)度可根據(jù)應(yīng)用來(lái)定制。一般來(lái)說(shuō),當(dāng)傳動(dòng)軸受力時(shí),軸壁的厚度越大,它的強(qiáng)度也越高,而且它也具有良好的剛性。當(dāng)軸受到壓縮力時(shí),可以有效緩解壓力,從而達(dá)到抗拉承重的目的。
2、針對(duì)凸輪的構(gòu)造
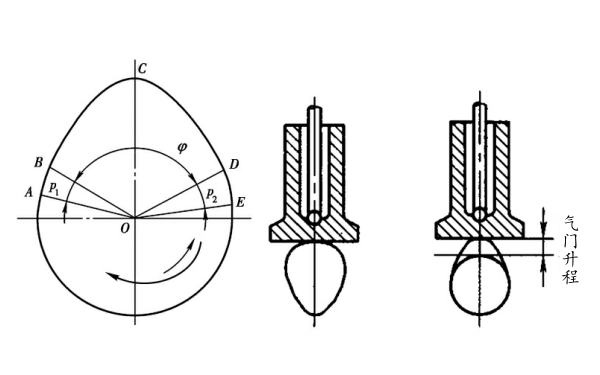
凸輪的輪廓形狀如圖2所示,一般由內(nèi)球座(具有內(nèi)螺紋的內(nèi)球座)和凸輪外殼(表面配有凸槽的凸輪外殼)組成,凸輪外殼上配有若干個(gè)凸槽,而內(nèi)球座通過(guò)螺紋軸向聯(lián)結(jié)在一起。螺紋軸兩端由凸輪外殼和內(nèi)球座脹壓封好。凸輪外殼子上有若干個(gè)凹槽,它們決定了凸輪軸總共能傳遞多少傳動(dòng)轉(zhuǎn)矩。
3、針對(duì)外套軸的構(gòu)造
外套軸是將兩個(gè)凸輪連接到一起的組件,它由一根軸和兩個(gè)外套組成。當(dāng)軸上裝有滾輪組件時(shí),可以有效地減小摩擦,減少動(dòng)力消耗;而外套也能有效的防止軸受到損傷。一般來(lái)說(shuō),外套軸的外徑應(yīng)該和軸上的滾輪裝置相同,以確保滾輪裝置不能夸大傳動(dòng)系統(tǒng),然后軸上還需要配有滾輪,以滿(mǎn)足允許傳動(dòng)系統(tǒng)中的工作負(fù)荷。
總之,凸輪軸是一種相對(duì)簡(jiǎn)單的發(fā)動(dòng)機(jī)傳動(dòng)系統(tǒng),結(jié)構(gòu)比較簡(jiǎn)單,由凸輪和軸以及外套軸組成。它的特點(diǎn)是傳動(dòng)比較精確,可以滿(mǎn)足不同的應(yīng)用要求。
|
圖1 凸輪軸結(jié)構(gòu)圖 |
圖2 凸輪軸輪廓形狀 |
二、凸輪軸的檢查
1、彎曲檢查
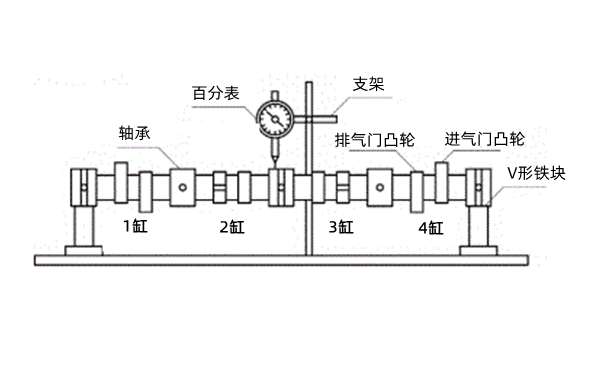
將凸輪軸裝在車(chē)床兩頂針間或用“V”形墊鐵支住兩端軸頸,放在平板上,將百分表觸及中部軸頸,轉(zhuǎn)動(dòng)凸輪軸,表針擺動(dòng)的最大值和最小值之差的一半為直線(xiàn)度偏差。其數(shù)值大于0.05mm時(shí)應(yīng)進(jìn)行冷壓校直。
2、軸頸檢查
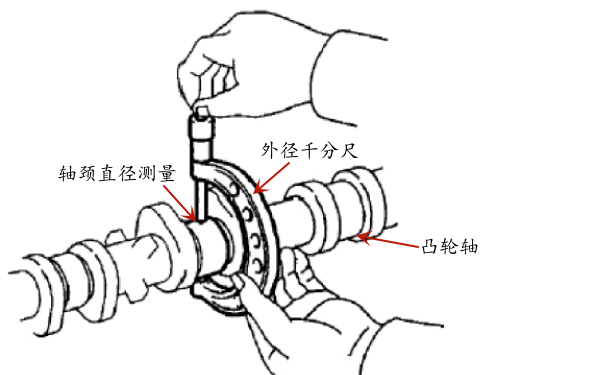
(1)用外徑千分卡尺測(cè)量軸頸的直徑,如圖4所示。如果軸頸直徑不符合規(guī)定,則檢查油膜間隙。
(2)用外徑千分卡尺測(cè)量各道軸頸的圓度和圓柱度。圓度和圓柱度偏差大于0.015mm時(shí),用磨削方法縮小尺寸修復(fù),每級(jí)級(jí)差-0.20mm,一般可加工至-1.0mm。
|
圖3 凸輪軸彎曲測(cè)量示意圖 |
圖4 柴油機(jī)凸輪軸軸頸直徑檢查 |
3、凸輪檢查
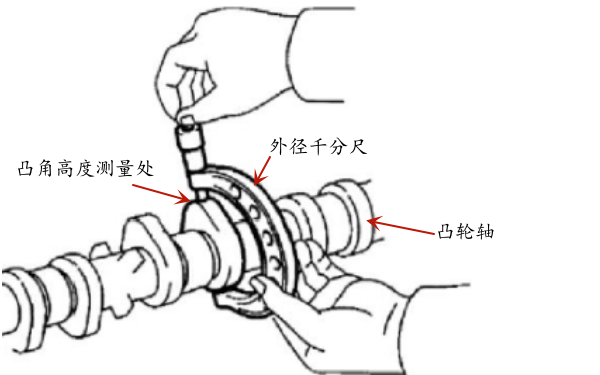
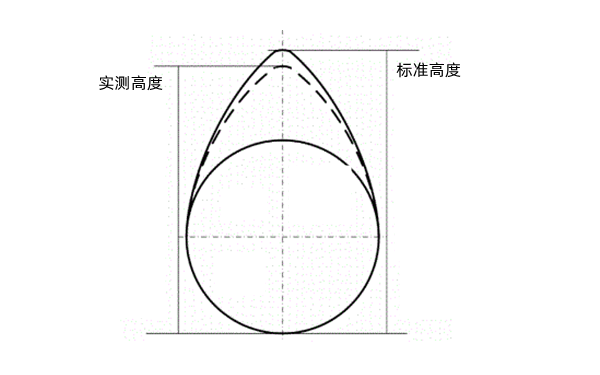
用樣板或外徑分厘米卡尺檢查(如圖5所示),凸輪高度比標(biāo)準(zhǔn)高度低0.4mm時(shí)(如圖6所示),應(yīng)修磨凸輪,低1.0mm時(shí),用堆焊法修復(fù)。凸輪起槽或有斑點(diǎn)要用油石修復(fù)。凸輪高度低于17.20mm時(shí),應(yīng)更換凸輪軸。
|
圖5 柴油機(jī)凸輪軸凸角高度檢查 |
圖6 凸輪軸標(biāo)準(zhǔn)高度示意圖 |
4、檢查凸輪軸的徑向跳動(dòng)
將凸輪軸放在V形塊上,用百分表測(cè)量中心軸頸的徑向跳動(dòng)。如果徑向跳動(dòng)大于最大值,則更換凸輪軸。
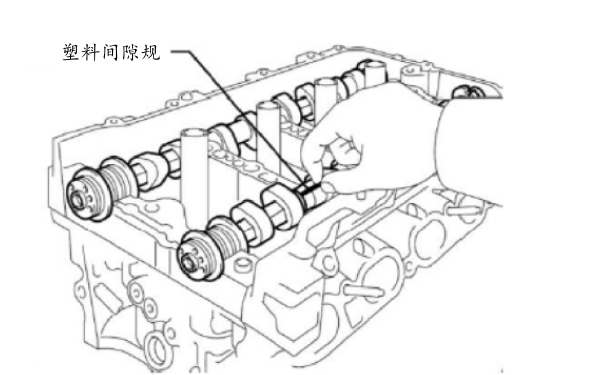
6、檢查凸輪軸油膜間隙
(1)清潔軸承蓋和凸輪軸軸頸。
(2)將凸輪軸放到凸輪軸殼上。
(3)將塑料間隙規(guī)擺放在各凸輪軸軸頸上,如圖7所示。
(4)安裝軸承蓋。
(5)拆下軸承蓋。
(6)測(cè)量塑料間隙規(guī)最寬處。
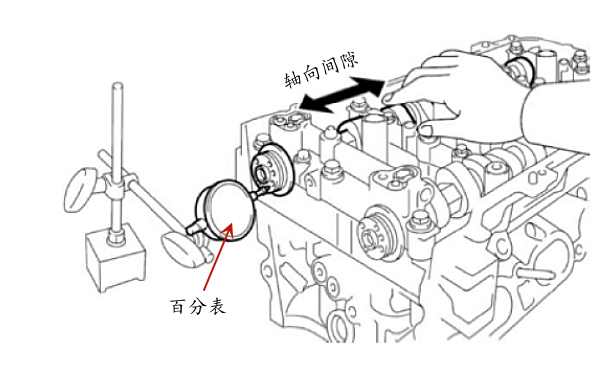
7、檢查凸輪軸軸向間隙
首先,將凸輪軸安裝在機(jī)器上。其后,來(lái)回移動(dòng)凸輪軸的同時(shí),用百分表測(cè)量軸向間隙(如圖8所示)。如果軸向間隙大于最大值,則更換凸輪軸殼。如果止推面損壞,則更換凸輪軸。
|
圖7 柴油機(jī)凸輪軸油膜間隙檢查 |
圖8 柴油機(jī)凸輪軸軸向間隙檢查 |
三、凸輪軸的修理
1、凸輪軸軸頸的修理
凸輪軸軸頸磨損有兩種修理方法。
(1)壓入在汽缸體承孔內(nèi)的可拆換的凸輪軸承,而且,這種凸輪軸比較普遍,可用磨小軸頸尺寸和配用相應(yīng)尺寸的凸輪軸承,其修理尺寸一般分為四級(jí):每級(jí)縮小(0.25、o.50、0.75、1.00),通常在磨床上進(jìn)行。
(2)凸輪軸直接在汽缸體承孔內(nèi)旋轉(zhuǎn),則修理軸頸時(shí),應(yīng)用鍍鉻加粗,然后磨削至標(biāo)準(zhǔn)尺寸或修理尺寸再凸輪的修理鬥輪的表面如有擊痕、毛糙及不均勻的磨損時(shí),應(yīng)用凸輪軸專(zhuān)用磨床進(jìn)行修整,或根據(jù)標(biāo)準(zhǔn)樣板予以細(xì)致的修理。
凸輪高度因磨損減少至一定限度時(shí)(它的允許限度決定于凸輪滲碳層的厚度,一般不超過(guò)0.50~0.8mm),應(yīng)在專(zhuān)用的靠模車(chē)床或凸輪軸專(zhuān)用磨床上進(jìn)行光磨。如果磨損過(guò)大,可進(jìn)行合金焊條堆焊(如系采用普通焊條時(shí),焊后需進(jìn)行滲碳并經(jīng)熱處理),然后按樣板進(jìn)行光磨,恢復(fù)原來(lái)的幾何形狀。在堆焊時(shí)為了避免受熱變形,可將凸輪軸置于水中,僅將施焊部分露出水面。凸輪頂端具有錐度的,如錐度消失或不符合規(guī)定時(shí),應(yīng)予以修復(fù)。
2、凸輪軸軸承的修理
凸輪軸軸承與軸頸的配合間隙,一般為0.03、0.07mm,最大不得超過(guò)0.15mm。超過(guò)0.15mm時(shí),則應(yīng)修理或更換。
(1)刮配
① 根據(jù)凸輪軸軸頸的修理尺寸,選擇同級(jí)修理尺寸的軸承。
② 刮配。
刮配后軸承內(nèi)徑的尺寸應(yīng)相當(dāng)于:軸頸尺寸+軸承與軸頸的配合間隙(一般為0.03~0.07mm)+軸承與座孔的公盈量(一般為0.015~0.02mm)。
刮配軸承時(shí),其刮削厚度應(yīng)盡量均勻,保證刮削后的軸承與座孔以及各軸承的中心線(xiàn)、,在軸承未壓入座孔前,應(yīng)與軸頸試配,其配合應(yīng)稍有松動(dòng);而當(dāng)在軸承與軸頸之間過(guò)以厚薄規(guī)(其厚度等于軸承與座孔的公盈量+軸承與軸頸的配合間隙),拉動(dòng)軸承應(yīng)稍有阻力為合適。因?yàn)椋瑢⑤S承壓入座孔后,由于軸承變形,內(nèi)徑縮小,一般來(lái)說(shuō)內(nèi)徑的縮小尺寸當(dāng)于軸承與座孔的過(guò)盈量,所以,這樣可以基本達(dá)到所需的配合間隙。
③ 將軸承壓入座孔內(nèi),壓入時(shí)應(yīng)對(duì)準(zhǔn)軸承,防止把軸承打毛。
④ 將凸輪軸裝入軸承內(nèi),轉(zhuǎn)動(dòng)數(shù)圈,試看接觸情況,并加以適當(dāng)修刮,要求其接觸面較好。檢驗(yàn)其配合緊度的經(jīng)驗(yàn)方法是:用手扳動(dòng)正時(shí)齒輪,凸輪軸能轉(zhuǎn)動(dòng)靈活,沿徑向移生凸輪軸時(shí),應(yīng)沒(méi)有明顯的間隙感覺(jué)。
3、其他部位的修理
凸輪軸裝正時(shí)齒輪固定螺母的螺紋如有損傷,應(yīng)堆焊修復(fù)或更換新件。正時(shí)齒輪鍵與鍵槽需吻合,如有磨損應(yīng)換新鍵。機(jī)油泵驅(qū)動(dòng)齒輪的輪齒磨損,其齒損超過(guò)0.50mm時(shí),應(yīng)予以堆焊修復(fù)。偏心輪表面磨損超過(guò)0.50mm時(shí),應(yīng)予以修復(fù)。驅(qū)動(dòng)齒輪及凸輪因磨損過(guò)大或有斷裂等情況時(shí),則應(yīng)更換凸輪軸。
4、修復(fù)后的探傷檢查
由于凸輪與挺桿接觸時(shí),表面接觸應(yīng)力較大,凸輪表面不允許有任何缺陷,所以凸輪軸表面需要經(jīng)過(guò)探傷,探傷分為兩類(lèi):磁粉探傷和熒光探傷,主要探測(cè)凸輪在淬火過(guò)程中產(chǎn)生的淬火裂紋和磨削過(guò)程中產(chǎn)生的磨削裂紋。探傷也是一種無(wú)損檢測(cè)方法,按現(xiàn)有的生產(chǎn)水平,熒光探傷比較干凈,優(yōu)于磁粉探傷,因?yàn)榇欧厶絺艘渲么艖乙和猓F(xiàn)場(chǎng)生產(chǎn)也難得保持干凈,并且經(jīng)過(guò)退磁后,仍然有一部分磁通量流在凸輪軸上。
5、凸輪軸的拋光
凸輪軸的主軸頸、油封軸頸要求表面粗糙度0.2,所以必須除去主軸頸和油封軸頸的表面磷化膜,為了保證主軸頸和油封軸頸表面粗糙度,必須對(duì)它們進(jìn)行拋光處理,在拋光過(guò)程中,由于摩擦生熱少磨;粒散熱時(shí)間長(zhǎng),可有效地減少工件的變形、燒傷,主要是提高表面的加工精度,使凸輪軸軸頸獲得光亮光滑的表面,但不能提高產(chǎn)品尺寸和幾何精度,對(duì)零件的形位誤差不產(chǎn)生任何改變,按目前的工藝水平,拋光砂帶采用紙質(zhì)砂帶,砂粒的粒度280—320,拋光液選用煤油,拋光機(jī)的專(zhuān)用工裝為硬質(zhì)樹(shù)脂制的上下兩個(gè)半圓。
6、凸輪軸的清洗
凸輪軸不僅僅要進(jìn)行表面清洗,更主要的是主油道的清洗和油孔的清洗,防止鐵屑等臟物滯留在主油道孔的搭結(jié)處,除去油孔孔口毛刺,一般來(lái)講,單根凸輪軸的清潔度為10毫克左右,若清潔度超標(biāo),將加速發(fā)動(dòng)機(jī)零件的磨損,縮短發(fā)動(dòng)機(jī)的壽命,清洗后的凸輪軸,還要吹干,涂上防銹油,并且做好防塵工作,存放在通風(fēng)干燥處。
----------------
以上信息來(lái)源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請(qǐng)通知我們!
溫馨提示:未經(jīng)我方許可,請(qǐng)勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請(qǐng)電話(huà)聯(lián)系銷(xiāo)售宣傳部門(mén)或訪(fǎng)問(wèn)我們官網(wǎng):http://www.dhgif.com




