

|
新聞主題 |
發電機滾動軸承的拆卸和裝配步驟 |
發電機滾動軸承進行拆卸時,若在軸承與軸為緊配合、與座孔為較松配合時,可將軸承與軸一起從殼體中拆出,然后用壓力機或其他拆卸工具將軸承從軸上拆下。而其裝配方法主要有三種,即敲擊法、壓入法、溫差法。無論使用哪種方法,安裝時都要保持裝配環境的清潔,佩帶滌綸手套;不應使滾動體受沖擊,須遵循“內圈配合時壓內圈,外圈配合時壓外圈,內外圈同時配合時同時壓內外圈”的原則。安裝完畢后,手動轉動軸承必須順暢無阻滯感。
一、拆卸方法
1、拆卸工具
(1)用專用拉具拆卸
拉具的腳應放在軸承的內套上,不能放在軸承外套上,否則要拉壞軸承。拉具絲桿的頂點要對準軸的中心,拉具的杠桿要保持平行,不能歪斜(發現歪斜要及時糾正),手柄用力要均勻,旋轉要慢。
|
滾動軸承拉出法 |

(2)用金屬棒拆卸
在沒有拉具或不適用拉具的情況下,可把金屬棒(一般使用銅棒)放在軸承的內套上,用手錘敲打金屬棒,把軸承慢慢敲出。切勿用手錘直接打軸承,以免把軸承敲壞。敲打時,要使內套圈的一周受力均勻。可在相對兩側輪流敲打,不可偏敲一邊,用力也不宜過猛。
|
滾動軸承敲擊法 |
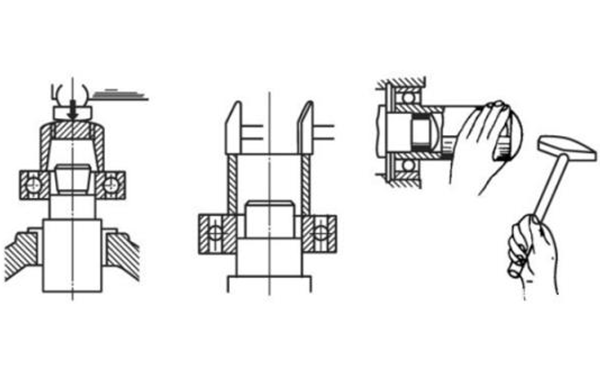
(3)放在圓筒上拆卸
在發電機軸承的內套下面墊兩塊鐵板,鐵板擱在一只圓筒上面(圓筒的內徑略大于轉子的外徑),軸的端面上墊放一塊鉛塊或銅塊,用手錘敲打(不允許直接用手錘敲打軸端面,不然會造成軸彎曲)。敲打時著力點應對準軸的中心,用力不可偏歪'也不宜過猛。圓筒內要放一些柔軟的東西,以防軸承脫下時跌壞轉子和轉軸。當敲到軸承逐漸松動時,用力應減弱。若備有壓床,還可以放到壓床上把軸承壓卸下來。
因裝配公差過緊和軸承氧化等原因,采用上述方法不能拆卸時,可將軸承內套圈加熱,使之膨脹而松脫下來。在加熱前,先用濕布包好轉軸,以防熱量發散。然后,把機油加熱到100℃左右,淋澆在軸承的內套上,趁熱拆卸。
2、拆卸注意事項
(1)有時軸承的外套與電機端蓋內孔裝配較緊,拆卸電機時軸承留在電機端蓋內孔里'這時,可采用圖9一38的拆卸方法。把端蓋止口面向上平穩地擱在兩塊鐵板上(注意不能卡住軸承),然后用一段直徑略小于軸承外徑的金屬棒,放在軸承外套上,用手錘敲打金屬棒,將軸承敲出。
(2)發電機軸承拆卸下后,可放到汽油或煤油內洗凈,然后進行檢查。若加工面上(特別是滾道內)有銹跡現象,可用00號砂紙擦清,再放在汽油中洗凈,若有較深的裂紋或內、外套圈有碎裂現象時,則必須更換軸承。
(3)發電機軸承損壞時,可把幾只同型號的軸承拆開,把它們的完好零件拼湊組裝成一只軸承。滾珠缺少或破損,也可重新配上繼續使用。
(4)若軸承外蓋壓住軸承太緊,可能是軸承外蓋的止口太長,可以修正;如果軸承蓋的內孔與轉軸相擦,可能是軸承蓋止口松動或不同心,也應加以修正。
二、裝配步驟
1、安裝表面和場所
發電機軸承的安裝必須在干燥、清潔的環境條件下進行。如果軸承內有鐵屑、毛刺、灰塵等異物進入,將使軸承在運轉時產生噪聲與振動,甚至會損傷滾道和滾動體。所以,在安裝軸承前,必須確保安裝表面和安裝環境清潔。安裝前應仔細檢查軸和外殼的配合表面、凸肩的端面、溝槽和連接表面的加工質量。所有配合連接表面必須仔細清洗并除去毛刺,鑄件未加工表面必須將型砂清除干凈。
2、安裝前清洗
發電機軸承表面涂有防銹油,必須用清潔的汽油或煤油仔細清洗,再涂上干凈優質的潤滑脂方可安裝使用。清潔度對軸承壽命和振動、噪聲的影響是非常大的。但全封閉軸承不必清洗加油。軸承一般要用脂潤滑。也可采用油潤滑。采用脂潤滑時,應選用無雜質、抗氧化、防銹等性能優越的潤滑脂。潤滑脂填充量為軸承及軸承箱容積的30%~60%。帶密封結構的軸承已填充好潤滑脂,用戶可直接使用,不可再進行清洗。
3、軸承的準備
由于軸承經過防銹處理并加以包裝,因此不到臨安裝前不要打開包裝。另外,軸承上涂布的防銹油具有良好的潤滑性能,對于一般用途的軸承或己充填潤滑脂的軸承,可不必清洗直接使用。但對于儀表用軸承或用于高速旋轉的軸承,應用清潔的清洗油將防銹油洗去,這時軸承容易生銹,不可長時間放置。安裝軸承前,應在檢驗合格的軸與外殼的各配合面涂布機械油。
4、軸與外殼的檢驗
清洗軸承與外殼,確認無傷痕或機械加工留下的毛刺,外殼內絕對不得有研磨劑、型砂、切屑等。其次檢驗軸與外殼的尺寸、形狀和加工質量是否與圖紙符合。分幾處測量軸徑與外殼孔徑。還要認真檢驗軸與外殼的圓角尺寸及擋肩的不垂直度。
5、安裝方法
發電機滾動軸承在安裝前要弄清是內圈轉動,還是外圈轉動。因為轉動的座圈的配合要比不轉動的座圈的配合緊一些。軸承的安裝應根據軸承結構、尺寸大小和軸承部件的配合性質而定,壓力應直接加在緊配合的套圈端面上,不得通過滾動體傳遞壓力。軸承的安裝方法因軸承類型及配合條件而異。由于一般多為軸旋轉,因此內圈與外圈可分別采用過盈配合與間隙配合;而外圈旋轉時,則外國采用過盈配合。發電機滾動軸承與軸的配合多為過渡配合,一般在過渡配合的第2、3、4類范圍內選用。對第2類以上的過渡配合(過盈率在79.67%以上),多采用壓力機壓入,在安裝現場,更多的則是采用熱裝法;對第3、4類的過渡配合,因其過盈率多為36.94%,故多用錘擊法。
(1)錘擊法
錘擊法操作簡單方便。在軸頸或軸承內圈的內表面涂一層潤滑油后,將軸承套在軸端,用手錘和紫銅棒對稱而均勻地將軸承打入,直到內圈與軸肩靠緊為止。采用這種方法,不論敲擊時如何仔細,實際上軸承的受力既不對稱也不均勻,所以,這種方法只能用在過盈很小或者沒有過盈的情況下。采用套管裝配發電機滾動軸承時,仍用錘擊法,將套管作為傳遞力的工具。套管的端面要平,將軸承裝到軸上時,套管應壓在軸承的內圈上。若將軸承裝在軸承套里,套管端部壓在軸承的外圈上。假如需將軸承的內、外圈同時裝在軸上和軸承套里,則可采用如圖7所示的墊環,同時壓住軸承的內外圈,使軸承的內外圈間避免因受到軸向力時產生軸向位移,保證滾珠(柱)和滾道不受損傷。在有壓力機的情況下,應用壓入法代替錘擊法。
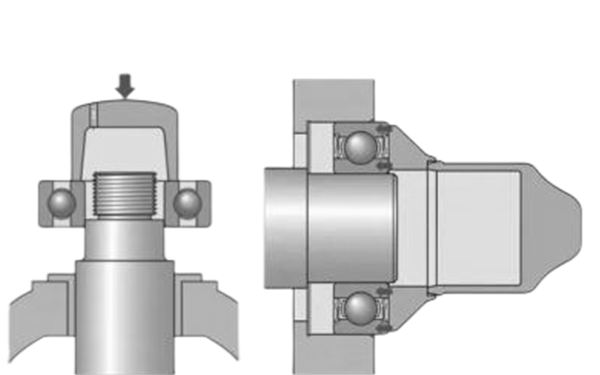
(2)壓入法
壓入安裝一般利用壓力機,也可利用螺栓與螺母,不得已時可利用 手錘進行安裝。軸承內圈與軸為緊配合,外圈與軸承座孔是較松配合 時,可用壓力機將軸承先壓裝在軸上,然后將軸連同軸承一起裝入軸承 座孔內,壓裝時在軸承內圈端面上,墊一個軟金屬材料(銅或軟鋼)做的裝配套管。若軸承外圈與座孔為緊配合,可將軸承通過一個套筒先壓入座孔中,該套筒的壁厚與外圈厚度相當,外徑略小于座孔直徑。若軸承與軸頸、座孔都是緊配合,安裝時應同時將軸承壓入軸頸和座孔,傳力套筒為雙層,能同時壓緊內、外圈端面,并將壓力傳至內外圈端面。 注意不能讓滾動體受力。
|
滾動軸承壓入法 |
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com
- 上一篇:凸輪軸、搖臂、氣門挺柱和推桿配合間隙檢查
- 下一篇:發電機繞組的干燥與絕緣處理




