

|
故障檢修與技術(shù)維護(hù) |
發(fā)動機(jī)氣門座拆裝和鉸削方法 |
摘要:發(fā)動機(jī)氣門座是柴油發(fā)電機(jī)配件機(jī)構(gòu)中重要的零部件之一,它的作用是連接氣門和氣門導(dǎo)管,使氣門能夠順暢地打開和關(guān)閉。由于氣門座長期處于高溫高壓的環(huán)境中,容易出現(xiàn)磨損和老化,導(dǎo)致氣門失效,影響柴油發(fā)電機(jī)組的正常運(yùn)轉(zhuǎn)。因此,發(fā)動機(jī)氣門座的維修方法非常重要。
一、氣門座的拆裝與檢查
1、檢查氣門座磨損情況
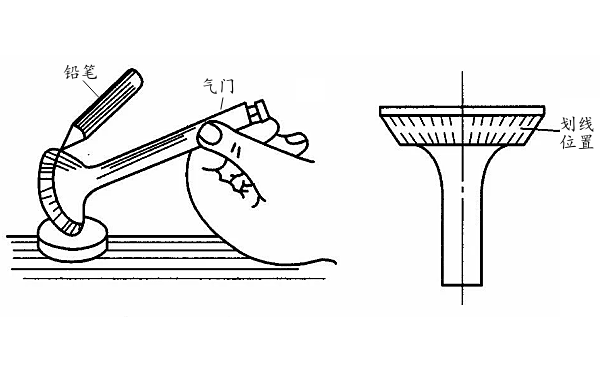
在進(jìn)行氣門座維修之前,首先需要檢查氣門座的磨損情況。一般來說,氣門座的磨損程度可以通過目視檢查或使用測量工具進(jìn)行測量。例如用鉛筆在氣門工作面上劃若干條分布均勻的素線(如圖1所示),然后將氣門插入氣門座內(nèi),輕敲或轉(zhuǎn)動,取出氣門觀察所畫素線是否均勻切斷,如果有線條未被切斷則表明密封不嚴(yán),需進(jìn)行研磨。如果氣門座磨損嚴(yán)重,需要更換新的氣門座。
2、拆卸氣門座
在拆卸氣門座之前,需要先拆卸氣門和氣門導(dǎo)管。然后,使用專用工具將氣門座從氣門座孔中取出。在拆卸氣門座時(shí),需要注意不要損壞氣門座孔和氣門座。
3、清洗氣門座
拆卸氣門座后,需要對氣門座進(jìn)行清洗。首先,將氣門座放入清洗液中浸泡一段時(shí)間,然后使用刷子將氣門座表面的污垢清洗干凈。清洗完畢后,用干凈的布將氣門座擦干。
4、安裝新氣門座
清洗完畢后,需要安裝新的氣門座。首先,將新氣門座放入氣門座孔中,然后使用專用工具將氣門座壓入氣門座孔中。在安裝氣門座時(shí),需要注意氣門座的方向和位置,確保氣門座安裝正確。
5、安裝氣門和氣門導(dǎo)管
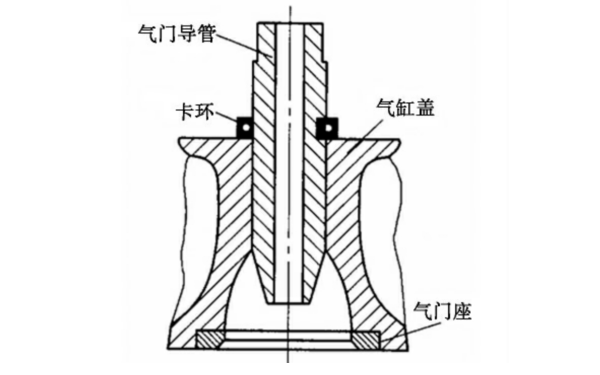
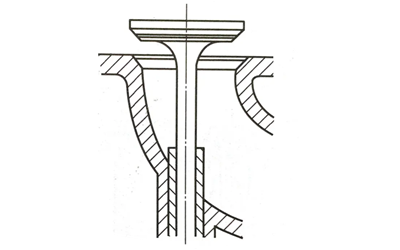
安裝新氣門座后,需要將氣門和氣門導(dǎo)管重新安裝(位置如圖2所示)。首先,將氣門放入氣門孔中,然后使用專用工具將氣門導(dǎo)管安裝到氣門座上。在安裝氣門和氣門導(dǎo)管時(shí),需要注意氣門和氣門導(dǎo)管的方向和位置,確保安裝正確。
6、安裝后檢查
在安裝完氣門和氣門導(dǎo)管后,需要檢查氣門間隙是否正確。如果氣門間隙不正確,需要進(jìn)行調(diào)整。調(diào)整氣門間隙時(shí),需要使用專用工具進(jìn)行調(diào)整,確保氣門間隙符合要求。
|
圖1 氣門座磨損和密封性檢查 |
圖2 氣門和導(dǎo)管安裝位置圖 |
二、氣門鉸削步驟
若配氣機(jī)構(gòu)拆解后發(fā)現(xiàn)氣門座磨損不是很嚴(yán)重,應(yīng)當(dāng)對其進(jìn)行鉸削。鉸削的原因是因?yàn)闅忾T座經(jīng)過長時(shí)間的工作產(chǎn)生燒蝕現(xiàn)象 ,導(dǎo)致氣門密封不嚴(yán) 產(chǎn)生創(chuàng)新漏氣現(xiàn)象 ,氣門座經(jīng)過鉸削后可以提高氣門的密封性 。這對發(fā)動機(jī)的運(yùn)行來講,是更好地達(dá)到排氣做功過程沒有泄漏的目的 ,以促使柴油發(fā)電機(jī)的功率最大化輸出 。
1、選擇鉸刀導(dǎo)桿
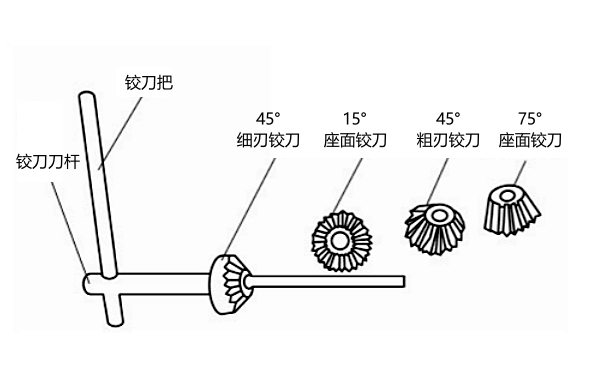
氣門座鉸削工具如圖3所示,演示圖如圖4所示。根據(jù)康明斯氣門導(dǎo)管的內(nèi)徑,選擇相適應(yīng)的鉸刀導(dǎo)桿,并插入氣門導(dǎo)管內(nèi),使導(dǎo)桿與氣門導(dǎo)管內(nèi)孔表面相貼合。
|
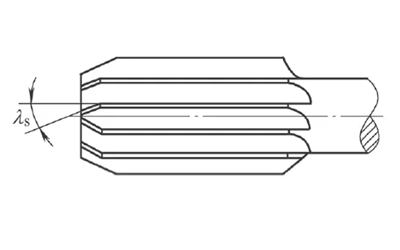
圖3 氣門座鉸削工具(鉸刀) |
圖4 氣門座鉸刀鉸削演示三維圖 |

2、砂磨硬化層
由于柴油發(fā)電機(jī)氣門座存有硬化層,在鉸削時(shí),往往使鉸刀打滑。遇此情況時(shí),可用粗砂布墊在鉸刀下面進(jìn)行砂磨,然后再進(jìn)行鉸削。
3、初鉸
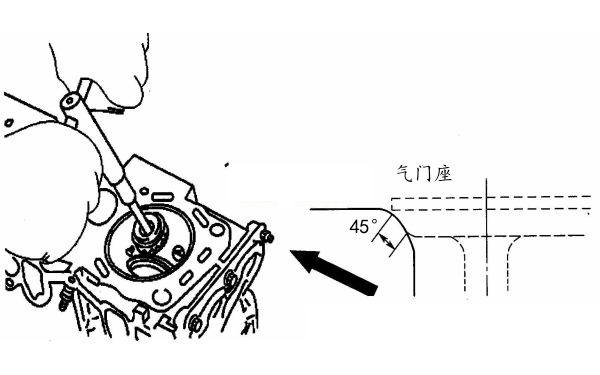
先將45°鉸刀(用粗、細(xì)刀視情況而定)套在導(dǎo)桿上,使鉸刀的鍵槽對準(zhǔn)鉸刀把下端面的凸緣,即可進(jìn)行鉸削。鉸削時(shí),鉸刀應(yīng)正直,兩手用力要均勻、平穩(wěn),按順時(shí)針方向旋轉(zhuǎn)鉸削(如圖5、圖6所示)。若反時(shí)針回刀時(shí),勿用力,以防刀刃磨鈍,直至將柴油發(fā)電機(jī)氣門座上的燒蝕、斑點(diǎn)和凹陷等缺陷鉸去為止。
|
圖5 氣門鉸削初鉸示意圖. |
圖6 鉸刀導(dǎo)桿的刃傾角示意圖 |
4、試配與修整接觸面
初鉸后,應(yīng)用光磨過的相配氣門進(jìn)行試配。
(1)試配方法
在柴油發(fā)電機(jī)氣門座錐形工作面上涂以紅丹油,放入導(dǎo)管中轉(zhuǎn)動2~3圈(勿拍),然后拿出氣門觀察其接觸情況。正常要求是接觸面應(yīng)在氣門工作斜面的中下部,進(jìn)氣門寬度約1.0~2.0mm,排氣門約1.5~2.5mm,接觸面過窄,影響密封和散熱,過寬容易積炭,而且不能緊密吻合。
(2)接觸位置對正
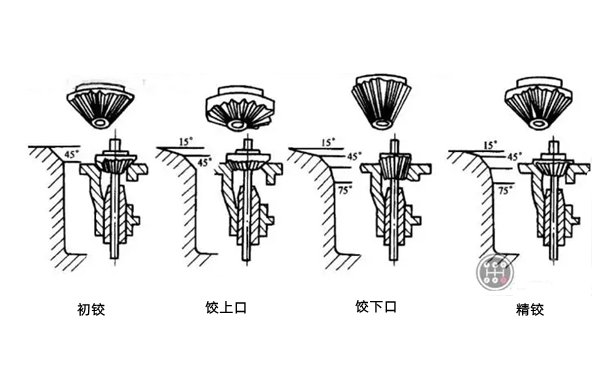
氣門與氣門座的正確接觸位置(如圖7所示)是在氣門錐形工作面的中下部,寬度為1.5~2mm。初鉸后的試配,如果接觸面偏上,應(yīng)用15°鉸刀鉸削上口,使接觸面下移,如接觸面偏下,應(yīng)用75°鉸刀鉸削下口,使接觸面上移,初鉸時(shí)應(yīng)盡量使氣門接觸面在中下部,應(yīng)邊鉸邊試配。為了延長柴油發(fā)電機(jī)氣門座與氣門的使用壽命,當(dāng)接觸面距氣門下邊緣1mm時(shí),即可停止鉸配。
5、精鉸
氣門座鉸削流程如圖8所示,用45°(或30°)的細(xì)刃鉸刀或在鉸刀上墊以細(xì)砂布精細(xì)地修鉸(磨)柴油發(fā)電機(jī)氣門座工作面,以提高接觸面的光潔度。最后再用紅丹油進(jìn)行檢查,氣門與柴油發(fā)電機(jī)氣門座的接觸面應(yīng)是一條不間斷的環(huán)形帶。
需要指出的是:以上方法和要求僅僅是基本的,在鉸削中要根據(jù)柴油發(fā)電機(jī)氣門座的具體情況靈活處理。在修理中,有時(shí)會遇到柴油發(fā)電機(jī)氣門座寬度已鉸合適,但接觸面太靠上,這時(shí)如果用15°鉸刀鉸上口時(shí),將會產(chǎn)生接觸面變窄的新矛盾。如果為了解決這一新矛盾,再用45°(或30°)
鉸刀進(jìn)行鉸削時(shí),則柴油發(fā)電機(jī)氣門座的口徑將會擴(kuò)大,這將導(dǎo)致接觸面向上移。因此,在這種情況下,雖然接觸面太靠上,但只要接觸面距氣門工作面還有1mm以上,則允許使用,否則就要更換氣門或重新鑲配柴油發(fā)電機(jī)氣門座圈。
按要求接觸面最好在中間稍靠下為好,但在修理中,有時(shí)因受座和氣門技術(shù)條件的限制或考慮今后的再次修理,就不一定強(qiáng)求,一般靠上在1mm和靠下在0.5mm以內(nèi)也是可以工作的。這里還要說明的一點(diǎn)是,氣門的錐形工作面的角度,雖然大部分機(jī)型的進(jìn)、排氣門是45°,但也有的是30°的,所以在鉸削柴油發(fā)電機(jī)氣門座時(shí)一定不能弄錯(cuò)。
|
圖7 氣門與氣門做正確接觸位置 |
圖8 氣門座鉸削流程圖 |
三、鉸削注意事項(xiàng)
1、輕微的燒蝕
當(dāng)發(fā)現(xiàn)是輕微的燒蝕情況時(shí),即通過研磨來處理,選用比較細(xì)的研磨砂抹在氣門的工作面上,用研磨機(jī)或是手工研磨,其工作原理就是通過氣門在座圈上的轉(zhuǎn)動利用研磨砂把燒蝕的部分磨掉,使其還原到原來光滑的接觸面,達(dá)到緊密的配合,實(shí)現(xiàn)密封的目的。
2、燒蝕面積較大
當(dāng)發(fā)現(xiàn)燒蝕面積較大,就要用氣門絞刀,對氣門座圈進(jìn)行修理,目的也是把燒蝕去除掉,在鉸削的過程中,一定要分清絞刀的度數(shù),分清工作面和配合面,鉸完后,再進(jìn)行研磨。
3、燒蝕面積過大
當(dāng)發(fā)現(xiàn)是燒蝕面積過大的嚴(yán)重情況時(shí),研磨、鉸削已經(jīng)無法修復(fù),那就必須更換氣門座圈來完成修理,有時(shí)也需要進(jìn)行簡單的研磨,進(jìn)行密閉檢查。當(dāng)然, 這種情況需要根據(jù)發(fā)動機(jī)而定,有些機(jī)型是沒有氣門座圈的,氣門直接作用在缸蓋上面,這種情況就要更換汽缸蓋。
總結(jié):
綜上所述,發(fā)動機(jī)氣門座的維修方法包括檢查氣門座磨損情況、拆卸氣門座、清洗氣門座、安裝新氣門座、安裝氣門和導(dǎo)管以及氣門鉸削修復(fù)。在進(jìn)行氣門座維修時(shí),需要使用專用工具和清洗液,確保操作正確、安全。同時(shí),需要注意氣門座的方向和位置,確保安裝正確。通過正確的維修方法,可以有效延長氣門座的使用壽命,保證發(fā)動機(jī)的正常運(yùn)轉(zhuǎn)。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




