

|
新聞主題 |
柴油機氣門研磨的目的和時機以及方法 |
摘要:氣門需要研磨的原因是氣門因磨損過量、磨偏、燒損引起漏氣,更換新氣門或氣門座都必須認真研磨氣門。其目的是為了增強氣門和氣門座接觸面的密封性能。研磨氣門前應準備研磨膏、清潔柴油、氣門吸附皮把頭、最好有氣門座鉸刀。只要缸頭放平,擦干凈氣門和氣門座,然后在氣門上滴少許柴油,如果兩分鐘左右柴油不往近排氣孔漏油就可以。
一、研磨原因和時機
發動機工作時,進、排氣門頻繁開閉,與氣門座相互碰撞,同時受到汽缸內高溫燃燒氣體的沖擊,致使氣門錐面發生氧化,產生磨損、凹陷或斑點。另外,長期在塵土較多的地區運行,不經常清洗空氣濾清器,氣門錐面受到隨空氣進入汽缸內的雜質沖刷,也會引起磨損。因此,需要對氣門進行研磨,判斷研磨的時機如下:
① 氣門漏氣或有輕微的斑點和燒蝕時。
② 更換了氣門、氣門座和氣門導管時。
由此可知,在維修發電機中氣門的研磨工作是經常遇到的,作為維修入員來講,必須掌握這一工序的操作技能。
二、研磨方法
1、手工研磨
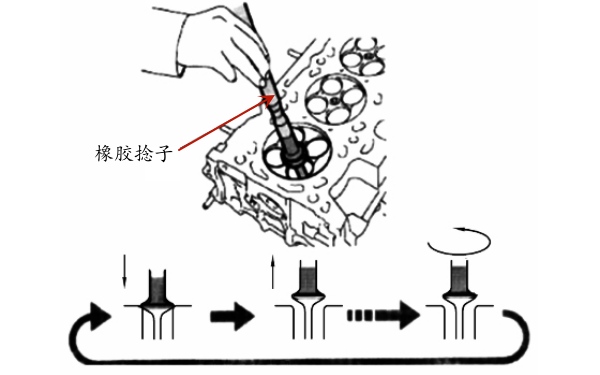
目測氣門錐面上的輕微麻點、凹坑等,如不嚴重通常可用手工研磨方法消除,如圖1所示。手工研磨氣門可采取“一次涂砂兩次檢查”的方法,其研磨過程如圖2所示。
(1)先將氣門及其座圈和導管清洗干凈,在氣門斜面上涂少許氣門砂(先用粗砂再用細砂)后插入導管,用氣門皮碗吸住氣門頭,用手指轉動木柄進行研磨(如氣門頂上有凹槽,可在氣門桿上套一根軟彈簧,用起子嵌入凹槽內轉動研磨)。
(2)在研磨過程中,略施壓力使氣門與座貼合后轉動約1/4圈,放松壓力離開座面后回轉1/4圈。如此連續往復旋轉,并經常變換氣門與氣門座的相對位置,使工作面上各點均能相互研磨。
(3)檢查研磨質童應先用煤油洗凈(臟油千萬不能進入導管),擦凈后將氣門裝入氣門孔,輕拍數下檢查其接觸面。
(4)研磨氣門不是以研磨的時間長短為標準,而是以密封程度為標準。研磨后的氣門密封線要求在氣門錐面的中部偏下位置,進氣門帶寬為1.2一1.5mm:排氣門為1.5一2mm,其寬度過大、過小都將不利于密封的要求。
(5)氣門面與座圈之間應為線接觸,可提高氣門面與座圈間的接觸壓力,有利于密封。
|
圖1 氣門錐面手工研磨示意圖 |
圖2 氣門研磨過程示意圖 |
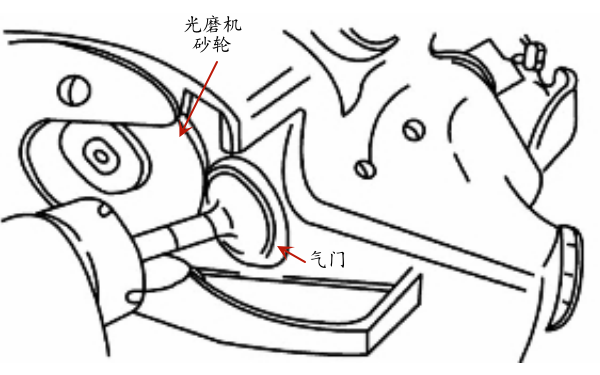
2、光磨機修磨
對于氣門錐面上較深的麻點、凹坑和斑痕,則應在氣門光磨機上進行修磨,如圖3所示。
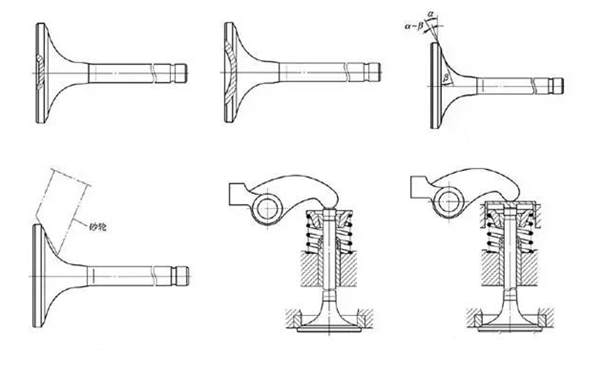
(1)光磨的氣門可與氣門座之間有0.5°~1.0°的氣門密封干涉角,這樣有利于氣門與氣門座磨合。
(2)要求磨削量盡量要小些,以延長氣門使用期限。氣門光磨后,其邊緣逐漸變薄,工作時容易變形和燒毀,氣門頭最小邊緣厚度,測量出的數據應在規定范圍以內。
(3)氣門磨損情況若測得尺寸不符合規定,應更換氣門。
修理后的氣門尺寸應符合規定,修理氣門后還應鉸修氣門座,并進行氣門研磨。氣門密封錐面斑痕、溝槽或燒蝕嚴重時,應更換氣門。
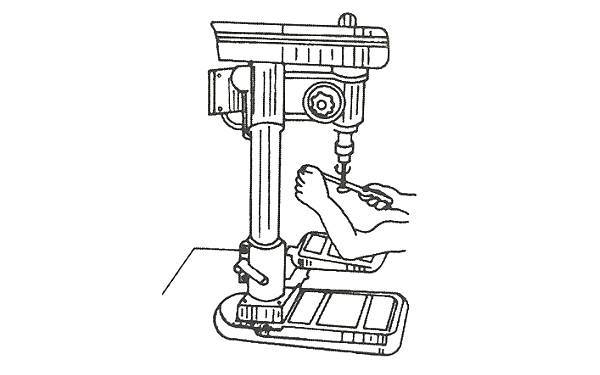
3、氣門工作面銼磨
氣門工作面銼磨可在臺鉆用銼刀進行,先將氣門夾在臺鉆夾頭的卡盤上(如圖4所示),開動電動機,用細平鈍刀沿氣門原來的工作而角度,將麻點、凹陷、斑痕等缺陷銼去,最后在銼刀上包一層細砂布將氣門工作面進行光磨。修磨時,應盡量減少金屬的磨削量,以免影響斜面的光潔度,速度也不宜過快,以免出現擊打銼刀的現象。鈍磨時,如氣門頭斜面有明顯的跳動現象,可能是由于氣門固定不當或氣門桿彎曲所造成,應重新夾持或校正氣門桿。
|
圖3 使用光磨機修復氣門工作面 |
圖4 用臺鉆銼磨氣門工作面 |
三、密封性的試驗
氣門與氣門座光磨或研磨后,需進行密封性試驗。檢驗其密封性通常有以下五種方法。
1、眼觀法
將氣門在配氣門座上輕拍數次,然后觀察氣門與氣門座工作面,接觸面應呈現出一條均勻封閉的明亮又完整的光環,表明已達到要求。接觸面寬度,一般進氣門為1.5~3mm,排氣門為2~3mm。
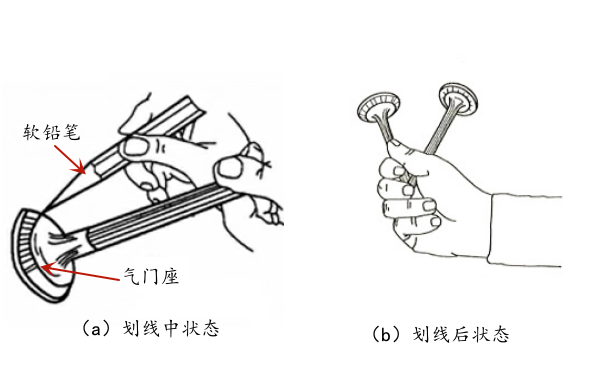
2、劃線法
如圖5所示,用軟鉛筆在氣門工作面上均勻地(約每隔劃一條線)劃上若干道線條,與相配氣門座工作面接觸,并轉動氣門1/8~1/4圈,然后取出氣門檢查鉛筆線條。
如鉛筆線條均被切斷,則表示密封良好,若有的線條未斷,則表示密封不嚴,需重新研磨。
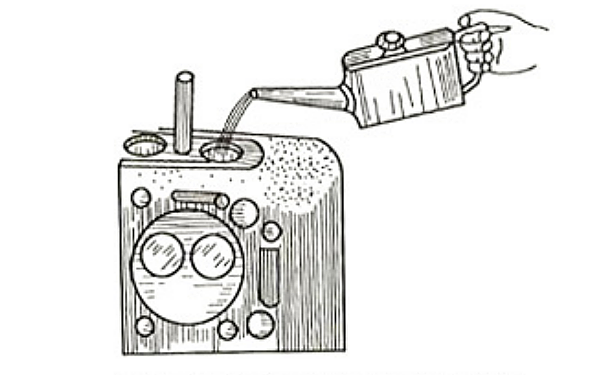
3、注油法
如圖6所示,將磨好的氣門裝入座內,加入少許汽油或柴油。若5分鐘內氣門與座之間沒有滲漏現象,則表示氣門密封良好。
|
圖5 氣門與門座密封性檢查(劃線法) |
圖6 氣門與門座密封性檢查(注油法) |
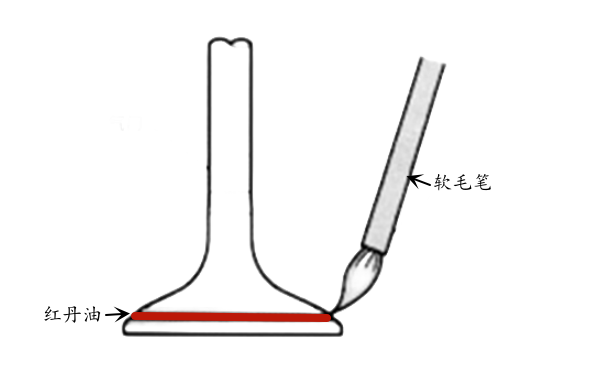
4、涂油法
如圖7所示,在氣門工作面上均勻涂一層紅丹油,將氣門壓在相配的氣門座上旋轉少許,然后察看氣門工作面的印痕,若均勻布滿且無間斷,說明密封性良好。
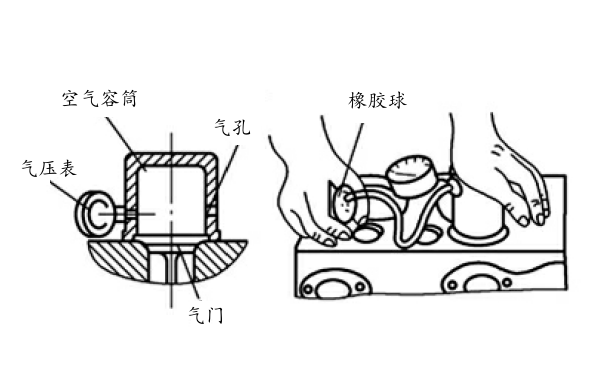
5、氣壓法
如圖8所示,用帶有氣壓表的專門檢驗氣門密封性的檢驗器檢查。檢查時,先將空氣容筒緊密地壓在氣門座的缸體上,再捏橡皮球,使空氣容筒內具有0.06~0.07MPa(0.6~0.7kgf/cm2)的壓力,如果在30S內氣壓表的讀數不下降,則表示氣門與座的密封性良好。
|
圖7 氣門與門座密封性檢查(涂油法 |
圖8 氣門與門座密封性檢查(氣壓法) |
四、研磨氣門注意事項
1、一忌方法不對
研磨氣門必須用氣門吸子吸住氣門,蘸少量氣門研磨膏后,一邊旋轉,一邊拍擊,不能只注意拍擊,而不旋轉氣門。
2、二忌用研磨膏過多
研磨膏用量太多,會使砂粒進入氣門導管內,引起氣門與氣門導管磨損。
3、三忌時間過長研磨
研磨時間過長,會使氣門密封帶過寬,而不能密封引起漏氣。
4、四忌新氣門不用研磨膏
有些柴油機維修工在換新氣門與氣門座時,不用研磨膏,只是將氣門桿插入氣門導管內,輕輕敲擊幾下。如此,由于氣門密封帶過窄,易引起氣門與氣門座燒損。
5、五忌不檢查配合間隙
如果氣門桿與導管的配合間隙過大,導致氣門中心線偏移,進而密封帶偏移引起漏氣。
總結:
從以上氣門的光磨工藝可以看出,氣門經過光磨,解決了因磨損、燒蝕等使氣門關閉不嚴而漏氣的矛盾。但是經多次光磨后,氣門頭邊緣的厚度會逐漸減少,若氣門頭邊緣的厚度過薄時,在工作中容易產生翹曲現象。因此,當柴油機的氣門頭邊緣厚度小于1mm時,應更換氣門。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com
- 上一篇:柴油發電機的增壓器間隙測量與校中檢驗
- 下一篇:氣門的密封要求、磨損量檢測和維修方法




