

|
新聞主題 |
柴油發(fā)電機組活塞連桿組的安裝順序 |
摘要:柴油發(fā)電機活塞連桿組由活塞、活塞環(huán)、活塞銷、連桿、連桿軸瓦組成,其工作原理是將活塞的往復運動變?yōu)榍S的旋轉運動,同時將作用于活塞上的力轉變?yōu)榍S對外輸出轉矩,以驅動交流發(fā)電機旋轉,達到發(fā)電的輸出目的。活塞桿頭和軸承蓋連接處的側面有一個符號,當它們安裝正確時是一個完整的符號。安裝活塞桿總成時,請確保活塞的標記和連桿的標記朝上。
一、偏缸檢查
1、將已裝好的氣缸套和曲軸的機體側置在工作平臺上,下面用木方墊牢。
2、將不帶活塞環(huán)的活塞連桿組,逐個裝上相應連桿瓦的上瓦片,按原定氣缸記號裝入氣缸內,保證安裝方向正確:康明斯系列柴油發(fā)電機連桿方向是活塞頂部箭頭朝向機體前方。將下瓦片裝在相應的連桿蓋上,同連桿大端及上瓦片一起合在連桿軸頸上,并使連桿配對記號或瓦片定位槽在同側。按規(guī)定扭矩(康明斯系列柴油發(fā)電機的扭矩為66.6~73.5N·m)分次扭緊連桿螺母。
3、轉動曲軸,逐個氣缸檢查活塞在上、下止點和氣缸中部時活塞頭部前、后兩個方向上與氣缸壁的間隙,其差不應大干0.1mm,否則有“偏缸”現(xiàn)象,應進行校正。
4、拆下各活塞連桿組,校正完“偏缸”后,準備正式裝配。
① 拆下活塞連桿組。
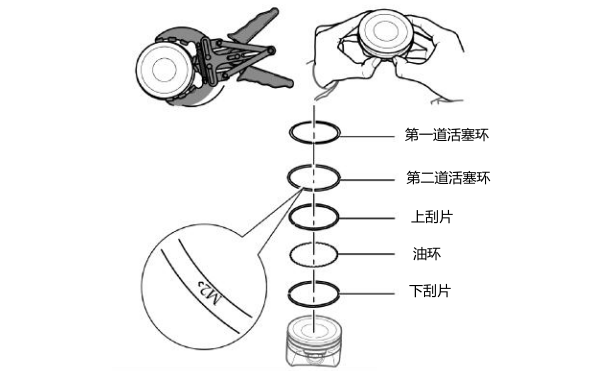
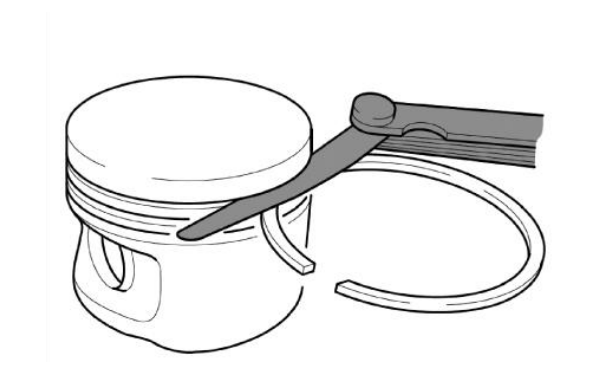
② 使用活塞環(huán)擴張器拆卸第一道活塞環(huán)及第二道活塞環(huán)(如圖1所示)。
注意:活塞氣環(huán)必須使用工具拆裝,否則容易弄傷手以及損壞活塞氣環(huán)。
③ 使用手依次拆卸上刮片、下刮片及油環(huán)主環(huán)。
注意:在安裝刮片時不要使用環(huán)擴張器,否則容易損壞刮片。
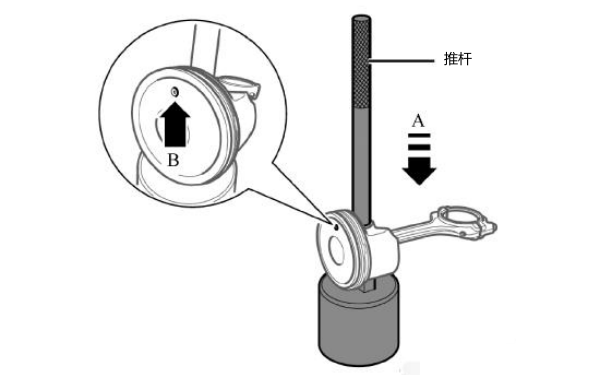
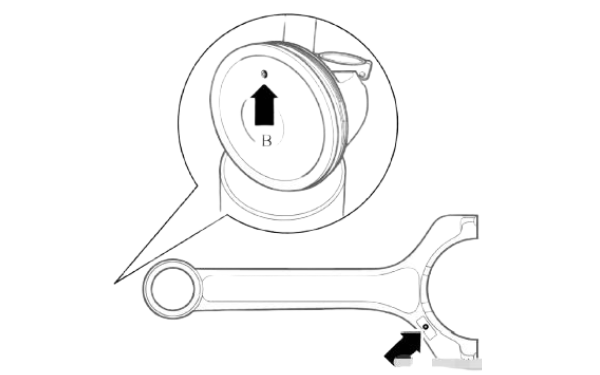
④ 將活塞連桿組固定在基座上,確保活塞向前記號(箭頭B)朝上,如圖2所示。
⑤ 用壓力工裝沿箭頭A的方向向下壓推桿,壓出活塞銷。
⑥ 按順序依次放好分解后的活塞、活塞銷及連桿。
|
圖1 活塞環(huán)拆卸工具示意圖 |
圖2 活塞銷拆卸工具 |
二、活塞和連桿安裝
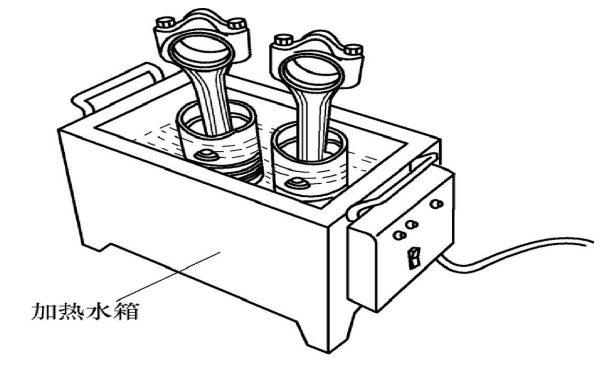
檢查柴油發(fā)電機組活塞、連桿、活塞銷和活塞銷彈性擋圈的清潔度和缺陷,活塞銷與活塞銷座孔間隙為0.0028mm-0.0172mm,活塞銷與連桿小頭孔間隙為0.0498mm-0.0702mm,裝配前可把活塞加熱至50℃-70℃(如圖3所示)。
① 在活塞銷周圍涂抹15W-40潤滑油。
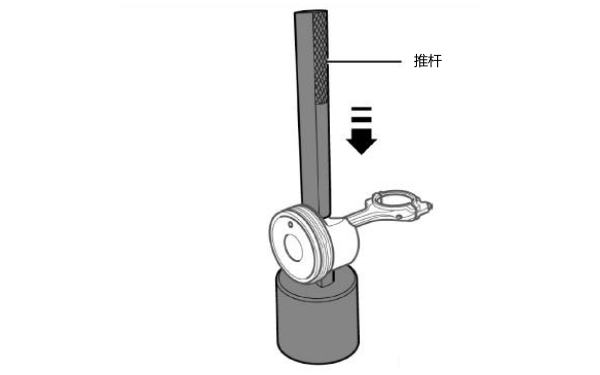
② 將活塞和連桿固定到基座上,活塞銷的導管末端插入銷座中,如下圖4所示。
③ 用壓力工裝沿箭頭的方向向下壓推桿,使活塞銷完全壓入活塞至極限位置。活塞銷彈性擋圈應確保落在環(huán)槽內。活塞連桿裝成合件后,活塞應能自由擺動。
④ 安裝前,確保活塞與連桿的向前標記(箭頭A)對正,如圖所5示,安裝時,活塞向前標記(箭頭B)必須朝上,連桿蓋應在右邊(從上往下看)。
|
圖3 活塞拆裝加熱設備 |
圖4 活塞銷壓裝工具 |
|
圖5 活塞連桿組對正向前標記 |
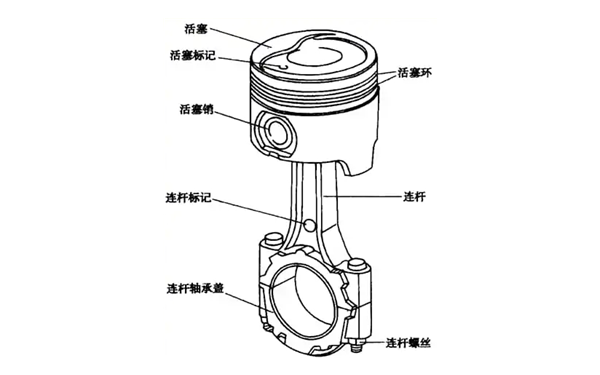
圖6 活塞連桿組結構圖 |
三、活塞環(huán)的檢查與安裝
1、 檢查活塞環(huán)
(1)活塞環(huán)的尺寸選擇:
應選用與氣缸、活塞同級別的活塞環(huán),不允許用加大尺寸的活塞環(huán)銼小使用。
(2)活塞環(huán)彈性的檢查:
活塞環(huán)彈性可在專用檢驗器上進行,其彈力應符合規(guī)定,如康明斯系列其開口間隙在0.25~0.45mm時,彈力不小于4.5kg。
(3)活塞環(huán)漏光度的檢查:
一般對平環(huán)進行漏光度檢查時,漏處不應超過兩處,每處漏光弧長不超過25°,在同一環(huán)上漏光總和不超過45°,且光隙不超過0.02mm,在開口處左、右30°范圍內不允許漏光。扭曲環(huán)可適當放寬。
(4)活塞環(huán)的端隙檢查:
活塞環(huán)的端隙即開口間隙(如圖7所示),是將活塞環(huán)裝入相應的氣缸沒有磨損處時開口處兩端應有一定的間隙。康明斯系列第一道環(huán)為0.4~0.6mm、第二道環(huán)為O.3~0.5mm,第三道環(huán)為0.2~0.4mm。如端隙過小允許在環(huán)的一端用平銼修復。
(5)活塞環(huán)的背隙和邊隙的檢查:
① 背隙
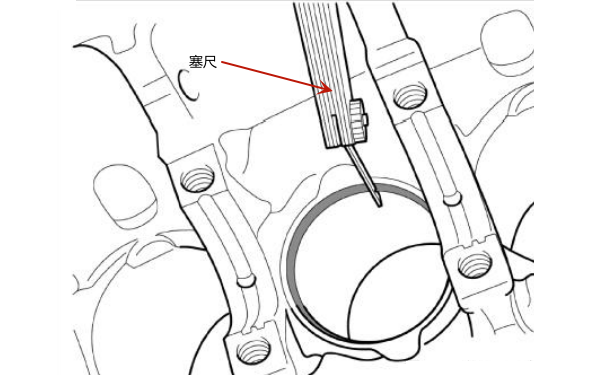
背隙是指活塞與環(huán)裝入氣缸后,在活塞環(huán)背部與活塞環(huán)槽部的間隙(如圖8所示)。通常以槽深與環(huán)寬之差來確定,即活塞環(huán)一般應低于岸邊0~0.35mm,以免在氣缸內卡住,如背隙小可將環(huán)槽車深。
② 邊隙
邊隙是指活塞環(huán)與槽平面間的上下間隙。邊隙過大,將影響活塞的密封作用,過小會卡死在環(huán)槽內,所以要求邊間隙要符合規(guī)定:康明斯系列是0,035~0.072mm。測量檢查時,如邊間隙過小可在平板上面鋪上0號砂紙細心研磨。
|
圖7 活塞環(huán)開口間隙檢查 |
圖8 活塞環(huán)和環(huán)形槽間隙測量(塞尺) |
2、安裝活塞環(huán)
裝活塞環(huán)前,先用干凈刷子蘸15W40潤滑油涂刷活塞環(huán)槽。活塞環(huán)安裝時向上記號(點)應朝上。活塞環(huán)開口錯開120°且不要把開口放在活塞銷方向。油環(huán)先裝螺旋襯簧然后再裝鑄鐵環(huán),螺旋襯簧的搭口應與鑄鐵油環(huán)開口成180°。裝環(huán)時,不允許環(huán)碰到活塞環(huán)岸刮傷活塞。活塞環(huán)應能在環(huán)槽內自由轉動。活塞環(huán)工作開口間隙,第一環(huán)為0.40mm-0.70mm,第二環(huán)為0.25mm-0.55mm,油環(huán)為0.25mm-0.55mm。
(1)活塞環(huán)在組裝時,應按指定的氣缸孔及活塞的環(huán)槽進行個別選配,不可裝錯。
(2)活塞環(huán)容易折斷,因此不可將開口張得過大,應用專用裝卸鉗來安裝。
(3)裝活塞環(huán)時應由下面上安裝,先油環(huán)后氣環(huán)。
(4)各環(huán)應注意安裝方向。用扭曲環(huán)內切口朝上,外切口朝下。第一道氣環(huán)大多數(shù)上鍍鉻的平環(huán),沒有方向性要求,但也有的是錐面環(huán),其環(huán)面上有記號或文字,應將記號或文字向上安裝。
(5)在安裝組合式油環(huán)時應注意:在鋼片組合油環(huán)的兩鋼片開口應錯開180°;螺旋彈簧脹圈式油環(huán),其彈簧脹圈接頭與油環(huán)開口要錯開180°。
(6)活塞環(huán)安裝后,用手轉動活塞環(huán)應靈活。如有卡阻現(xiàn)象應排除。
四、活塞連桿向氣缸套內安裝
在把活塞連桿組件裝到缸體前要檢查活塞環(huán)朝上的記號(第一環(huán)和第二環(huán)有朝上記號)、活塞指前記號、連桿裝配是否正確(從活塞前端看,連桿蓋應在右邊)和活塞銷彈性擋圈是否完全進入環(huán)槽內,并要檢查清潔度和有無缺陷。在缸筒內和活塞環(huán)上均勻涂以15W40潤滑油,然后自如地將活塞連桿組件推入缸孔內,不得強行裝配。連桿軸瓦內表面要涂潤滑脂105,連桿軸頸要涂15W40。連桿螺栓先用手擰2-3扣,然后分兩次擰緊:第一次擰緊力矩(60±5)N•m,再轉60°±5°,最終擰緊力矩為(105±20)N•m。連桿螺栓如有一個需要松開,就必須同時松開另一個螺栓,然后再按擰緊力矩要求擰緊。
1、清洗
將所有的待裝的零部件清洗干凈,均勻涂上機油。
2、轉動曲軸
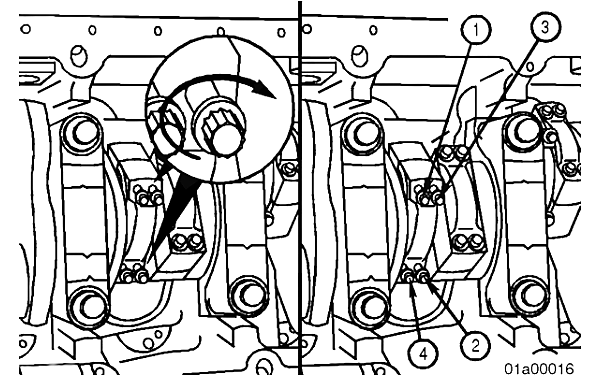
將即要安裝的相應的連桿軸頸轉到下止點的位置,如圖9所示。
3、裝活塞連桿組
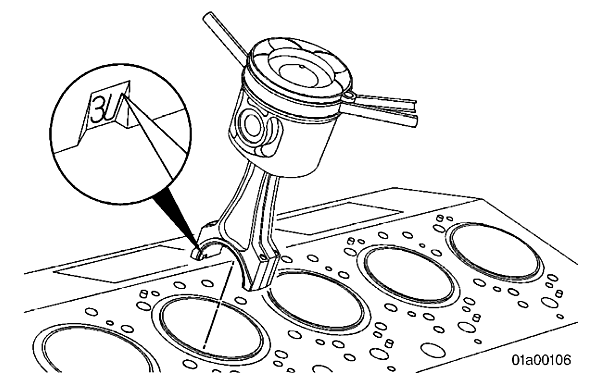
將活塞連桿組按正確位置和方向使連扦全部及活塞的2/3裝入氣缸,如圖10所示。
4、布置活塞環(huán)的開口方向
將一、二道氣環(huán)的開口方向錯開180°,且開口方向要避開活塞銷和側壓力方向(使開口方向位于銷軸與側壓方向45°夾角處)。將油環(huán)開口方向與其錯開如90°。如有第三道氣環(huán),其開口方向與油環(huán)開口諾開180°。
5、將活塞推入氣缸
用活塞環(huán)卡箍壓緊活塞環(huán),用木棒或銅棒將活塞輕輕推入氣缸。
6、裝合連桿瓦蓋
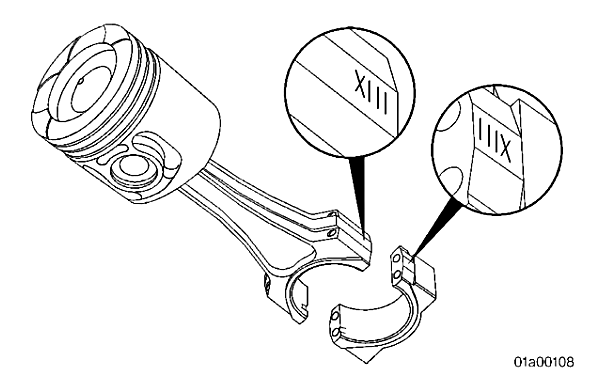
用雙手拉動連桿大端將大端及上瓦片靠在連桿軸頸上。將連桿瓦蓋與下瓦片一起按正確方向、記號扣在連桿軸頸上,與連桿大端及上瓦片連在一起,如圖11所示。連桿軸向間隙應為0.10mm-0.30mm,活塞應高出缸體上平面0.33mm-0.66mm,如達不到要求,要進行選配。
7、扭緊連桿螺母
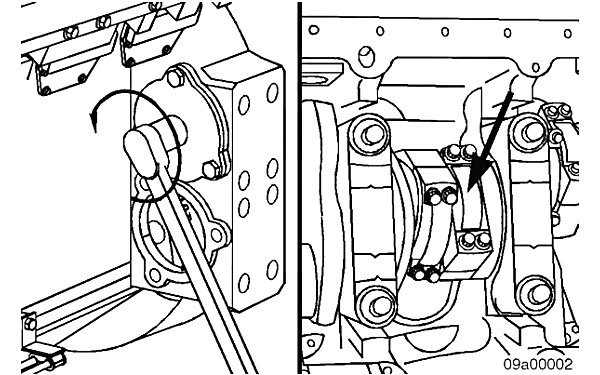
按規(guī)定扭矩,分次(一般為兩次)扭緊連桿螺母并使銷孔與螺母凹槽對正,如圖12所示。如不對正,可調換螺母或將螺母平面磨去少許,不準用增減扭矩的方法對正銷孔。
8、檢查
用手錘沿曲軸向前、后敲擊連桿瓦蓋,連桿應能前后移動。轉動曲軸一、二圈,曲軸轉動應較靈活,確定無問題再按同樣方法安裝下一組活塞連桿。
9、復檢
活塞連桿組件裝入后要檢查曲軸的旋轉力矩,轉動曲軸數(shù)周,其轉動阻力應在15-30N•m范圍內,如超出規(guī)定值要檢查和調整。確定無任何問題后,再用適當?shù)拈_口銷按相同方向鎖止各連桿螺母。
|
圖9 連桿的軸頸位于下止點 |
圖10 連桿裝入缸套示意圖 |
|
圖11 連桿和連桿蓋上的編號 |
圖12 擰緊柴油機連桿螺釘 |
總結:
以上所述就是發(fā)動機活塞連桿組的拆卸與組裝步驟及注意事項。在實際的組裝過程中,還有更多的細節(jié)需要注意,在此就不再一一贅述了。柴油發(fā)電機中修和大修是一項綜合能力非常強的工作,組裝“四件套”是最考驗柴油發(fā)電機修理工技術水平的,需要修理工有足夠的耐心、細心和理論水平與實踐經驗,我們經常說某些人活干得好,這就是對柴油發(fā)電機修理工最大的褒獎。
----------------
以上信息來源于互聯(lián)網行業(yè)新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發(fā)電機組技術數(shù)據(jù)與產品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網:http://www.dhgif.com




