

|
新聞主題 |
柴油發(fā)電機(jī)配氣相位和進(jìn)氣管真空度的檢測內(nèi)容 |
摘要:配氣機(jī)構(gòu)早期損壞是由于在柴油發(fā)電機(jī)維修作業(yè)中氣門與氣門座工作面加工質(zhì)量達(dá)不到要求,造成工作面燒蝕、凹陷而早期損壞;凸輪軸軸承在刮削中其配合間隙、接觸面積、各軸承同心度達(dá)不到要求,加速磨損,出現(xiàn)異響造成早期損壞;氣門導(dǎo)管在更換新件時(shí),鉸削質(zhì)量達(dá)不到規(guī)定要求,直接影響氣門及氣門應(yīng)使用壽命。因此,在維修工作進(jìn)行之前應(yīng)對柴油發(fā)電機(jī)的配氣機(jī)構(gòu)進(jìn)行專業(yè)的檢測和試驗(yàn),本文簡要講解配氣機(jī)構(gòu)常見的檢測內(nèi)容和方法。
一、配氣相位的故障影響
1、配氣相位的概念
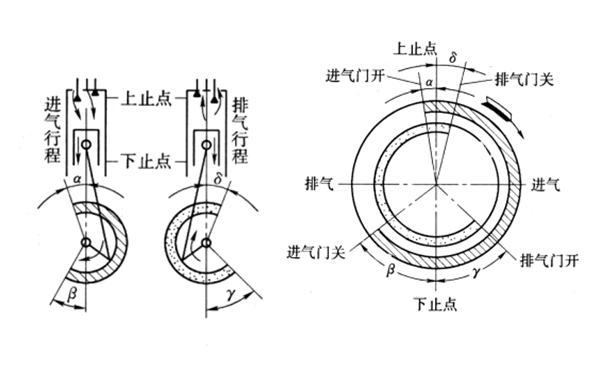
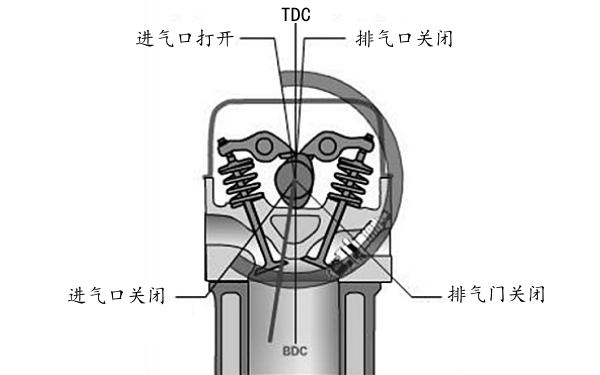
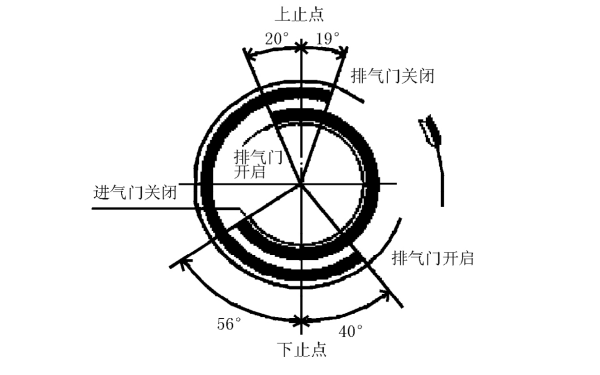
發(fā)動(dòng)機(jī)進(jìn)、排氣門開啟和關(guān)閉時(shí)相應(yīng)的曲軸轉(zhuǎn)角,稱為配氣相位(如圖1、圖2所示)。發(fā)動(dòng)機(jī)的配氣相位失準(zhǔn),將影響發(fā)動(dòng)機(jī)的動(dòng)力性能和經(jīng)濟(jì)性。
2、造成配氣相位失準(zhǔn)的主要因素
① 維修質(zhì)量的影響:
由于制造和裝配產(chǎn)生累計(jì)誤差,制造和裝配產(chǎn)生累計(jì)誤差,配氣相位偏離設(shè)計(jì)值;
② 動(dòng)態(tài)變形的影響:
部件在工作中產(chǎn)生彈性變形,造成配氣機(jī)構(gòu)的部件在工作中產(chǎn)生彈性變形相位產(chǎn)生偏差;
③ 使用中的影響:
由于配氣機(jī)構(gòu)的磨損,造成配氣相位產(chǎn)生偏差。
|
圖1 柴油機(jī)配氣相位圖 |
圖2 柴油機(jī)配氣相位早開晚關(guān)示意圖. |
二、配氣相位的檢測方法
配氣相位應(yīng)在發(fā)動(dòng)機(jī)動(dòng)力明顯下降,而氣缸壓力、燃料系統(tǒng)、點(diǎn)火系統(tǒng)及氣門間隙均正常的情況下進(jìn)行檢測。
1、就機(jī)測量方法
以第一缸進(jìn)氣門為例,操作步驟如下:
① 按規(guī)定把氣門間隙調(diào)到標(biāo)準(zhǔn)值。
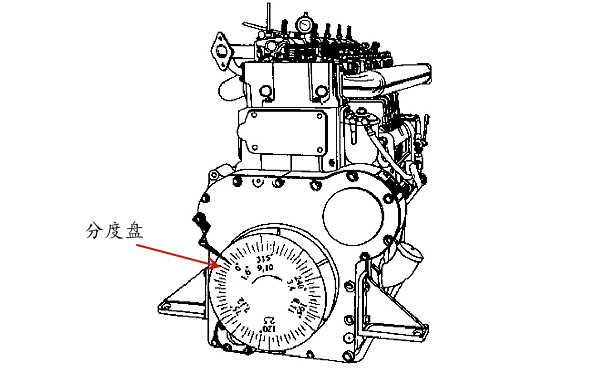
② 在曲軸前端裝上有360°刻線的分度盤,在發(fā)動(dòng)機(jī)前蓋板上安裝一根可調(diào)節(jié)的指針,如圖3所示。
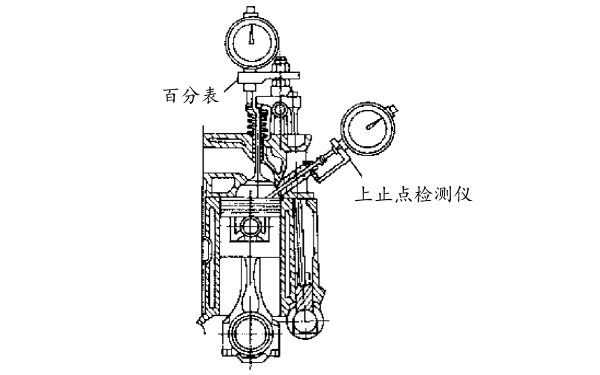
③ 在第一缸火花塞孔內(nèi)擰入上止點(diǎn)檢測儀(見圖4),旋轉(zhuǎn)曲軸,利用上止點(diǎn)檢測儀找出第一缸壓縮上止點(diǎn)(百分表指針由順轉(zhuǎn)到不動(dòng)的瞬間)。裝上止點(diǎn)檢測儀時(shí)可將飛輪上的上止點(diǎn)記號對準(zhǔn)飛輪殼上的固定記號。
④ 調(diào)整發(fā)動(dòng)機(jī)前蓋板上的指針,使其對準(zhǔn)分度盤上的“0”度線并將它固定。
⑤ 在氣缸蓋上安裝一只百分表,使百分表的觸頭與第一缸進(jìn)氣門的彈簧上座垂直接觸,并使百分表有一定的頂壓縮量(如小指針指向4mm,大指針對0)。
⑥ 按曲軸的旋轉(zhuǎn)方向搖轉(zhuǎn)曲軸,當(dāng)百分表指針開始擺動(dòng)的瞬間,即表示進(jìn)氣門開始開啟,這時(shí)分度盤上被指針?biāo)傅目叹€到“0”度線的夾角即為進(jìn)氣提前角。
如果百分表的量程足夠大,可繼續(xù)搖轉(zhuǎn)曲軸,當(dāng)百分表指針擺動(dòng)到某一最大值(即氣門升程)后再回到原位時(shí),表示氣門關(guān)閉,這時(shí)分度盤上被指針?biāo)傅慕嵌扰c180°的差值即為進(jìn)氣遲閉角。從氣門開始開啟到氣門關(guān)閉,曲軸所轉(zhuǎn)過的角度即為進(jìn)氣持續(xù)角。
|
圖3 柴油機(jī)配氣相位的測量示意圖 |
圖4 柴油機(jī)配氣相位檢查儀器 |
2、氣門疊開法
以第一缸進(jìn)、排氣門為例,操作步驟如下:
① 將第一缸進(jìn)、排氣門間隙調(diào)整為0。
② 順時(shí)針轉(zhuǎn)動(dòng)曲軸,使第一缸活塞處于排氣行程上止點(diǎn)附近、進(jìn)氣門未開啟位置。
③ 把上止點(diǎn)檢測儀擰入第一缸火花塞孔,在氣缸蓋上安裝一只百分表,使百分表的觸頭與第一缸進(jìn)氣門的彈簧上座垂直接觸,調(diào)整表盤,使表針指向“0”。
④ 按順時(shí)針方向慢慢搖轉(zhuǎn)曲軸,根據(jù)上止點(diǎn)檢測儀,確定活塞到達(dá)排氣行程上止點(diǎn)時(shí)百分表的讀數(shù):在活塞到達(dá)上止點(diǎn)前0.01mm及超過0.01mm時(shí),分別讀出進(jìn)氣門座上百分表指示值h?和h2,然后取平均值hj=(h?+h2)/2,把h作為排氣上止點(diǎn)時(shí)進(jìn)氣門升程高度。
⑤ 根據(jù)進(jìn)氣門的平均升程高度hj,反過來找準(zhǔn)活塞上止點(diǎn)。
⑥ 在找出的上止點(diǎn)位置,再將百分表移到排氣門彈簧上座,使觸頭與彈簧座垂直接觸,并預(yù)壓縮2mm。
⑦ 按順時(shí)針方向慢慢搖轉(zhuǎn)曲軸,當(dāng)排氣門完全關(guān)閉時(shí),從百分表上讀出上止點(diǎn)時(shí)排氣門關(guān)閉前的升程高度(即排氣門升程高度hp)。
⑧ 根據(jù)進(jìn)、排氣門在排氣行程上止點(diǎn)時(shí)的升程高度及其相對升程高度差值,對照相應(yīng)機(jī)型的配氣相位數(shù)據(jù)表來確定被測發(fā)動(dòng)機(jī)配氣相位快慢度q。
用氣門疊開法(氣門升程法)測量配氣相位,誤差較小,測量計(jì)算方便,不必使用分度盤,因此操作比較簡單,但需要知道相應(yīng)機(jī)型的配氣相位數(shù)據(jù)表,而一般發(fā)動(dòng)機(jī)的使用說明書不提供配氣相位數(shù)據(jù)表,因此使用有一定的局限性。
3、 凸輪頂點(diǎn)法
以某型發(fā)動(dòng)機(jī)進(jìn)氣門配氣相位的檢查為例。由圖5可知,發(fā)動(dòng)機(jī)的進(jìn)氣持續(xù)角為20°+180°+56°=256°。根據(jù)凸輪輪廓的對稱性,在整個(gè)進(jìn)氣過程的中間位置,凸輪凸起的最高點(diǎn)正好與挺柱底面接觸(進(jìn)氣門開度最大),即凸輪轉(zhuǎn)到頂點(diǎn)位置。在這里,我們把進(jìn)氣過程的中間位置稱為凸輪頂點(diǎn)位置。顯然,凸輪頂點(diǎn)位置距離排氣上止點(diǎn)應(yīng)為256°/2-20°=108°曲軸轉(zhuǎn)角。用凸輪頂點(diǎn)法測量配氣相位的實(shí)質(zhì)就是驗(yàn)證這一角度是否正確。
凸輪頂點(diǎn)法適用于下置或中置凸輪軸式發(fā)動(dòng)機(jī)大修裝配過程中未裝氣缸蓋前對配氣相位的檢查,其操作步驟如下:
(1)搖轉(zhuǎn)曲軸,使要測量氣缸的活塞接近排氣上止點(diǎn)位置,然后在氣缸體上安裝一只百分表,觸頭與活塞頂面接觸。繼續(xù)搖轉(zhuǎn)曲軸,根據(jù)表針擺動(dòng)(由被壓縮順轉(zhuǎn)到停止擺動(dòng)瞬間)找出排氣上止點(diǎn)。
(2)在曲軸帶輪位置裝上分度盤,使指針對“0”。
(3)順轉(zhuǎn)曲軸90°,使進(jìn)氣凸輪接近頂點(diǎn)位置。
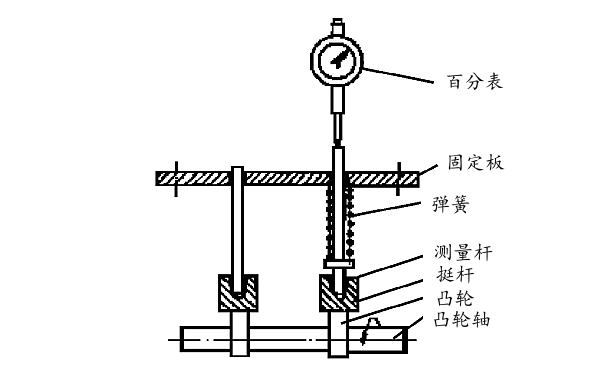
(4)將套有彈簧的測量桿插入要檢查氣缸的進(jìn)氣挺柱孔中(圖6),并在氣缸體的上平面上用固定板進(jìn)行導(dǎo)向定位。在測量桿頂面安裝百分表,使表指向“0”。
(5)緩慢順轉(zhuǎn)曲軸,當(dāng)百分表指針轉(zhuǎn)到某一最大值(凸輪到達(dá)頂點(diǎn)位置)后再回到“0”位時(shí),停止轉(zhuǎn)動(dòng)曲軸,并記下分度盤讀數(shù)。這一步驟實(shí)際上是測量進(jìn)氣凸輪接近和超過凸輪頂點(diǎn)位置同一角度時(shí)分度盤轉(zhuǎn)過的度數(shù)(等于分度盤讀數(shù)減去90°),目的是取其平均值以準(zhǔn)確計(jì)算凸輪頂點(diǎn)位置。
|
圖5 柴油機(jī)配氣相位數(shù)據(jù)案例 |
圖6 柴油機(jī)配氣相位專用檢測儀 |
三、配氣相位的調(diào)整
調(diào)整配氣相位時(shí),應(yīng)根據(jù)不同的情況采取不同的措施。
1、調(diào)整凸輪軸
調(diào)整凸輪軸是最常用的調(diào)整配氣相位的方法。具體步驟如下:
(1)拆下凸輪軸蓋,找到凸輪軸。
(2)根據(jù)需要調(diào)整的氣門,找到對應(yīng)的凸輪。
(3)將凸輪軸轉(zhuǎn)動(dòng)至需要調(diào)整的氣門的最高點(diǎn)。
(4)拆下凸輪軸上對應(yīng)氣門的卡子,將氣門拆下。
(5)將凸輪軸上對應(yīng)凸輪的位置調(diào)整至需要的位置。
(6)重新安裝氣門和卡子,擰緊螺栓。
(7)重復(fù)以上步驟,直至所有氣門的配氣相位調(diào)整完成。
2、調(diào)整氣門
如個(gè)別氣缸配氣相位偏早或遲誤差不大時(shí),可通過調(diào)整該氣門間隙的方法予以解決。具體步驟如下:
(1)拆下氣門蓋,找到需要調(diào)整的氣門。
(2)用游標(biāo)卡尺測量該氣門的開啟和關(guān)閉時(shí)間點(diǎn)。
(3)根據(jù)需要調(diào)整的時(shí)間點(diǎn),調(diào)整氣門的間隙。
(4)重新安裝氣門蓋,擰緊螺栓。
(5)重復(fù)以上步驟,直至所有氣門的配氣相位調(diào)整完成。
二、配氣機(jī)構(gòu)密封性的檢測
進(jìn)氣管真空度的大小,表明發(fā)動(dòng)機(jī)配氣機(jī)構(gòu)的密封性的好壞。發(fā)動(dòng)機(jī)進(jìn)氣管的真空度隨活塞氣缸的磨損而變化,并且與配氣機(jī)構(gòu)的技術(shù)狀況和燃油供給系統(tǒng)的調(diào)整有關(guān)。因此,在確認(rèn)進(jìn)氣管自身密封性良好的情況下,利用真空表檢測進(jìn)氣管的真空度,或利用示波器觀測真空度波形的變化,可用來分析、判斷氣缸密封性,并能診斷故障。
1、檢測方法
采用發(fā)動(dòng)機(jī)檢測專用真空表。用橡膠管將真空表連接在進(jìn)氣管或歧管上,在發(fā)動(dòng)機(jī)怠速或高速下測量。
① 發(fā)動(dòng)機(jī)應(yīng)預(yù)熱到正常工作溫度。
② 把真空表軟管連接在節(jié)氣門后方的進(jìn)氣管專用接頭上。
③ 發(fā)動(dòng)機(jī)怠速運(yùn)轉(zhuǎn)。
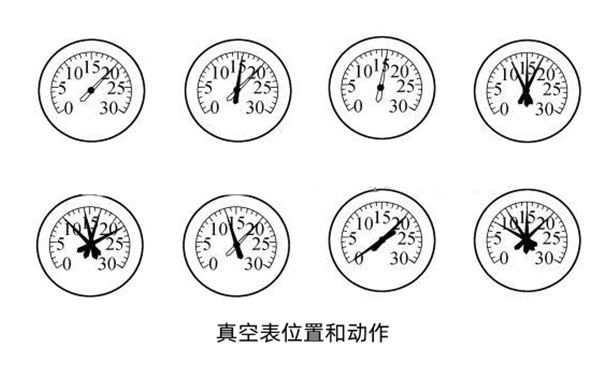
④ 讀取真空表上的讀數(shù),如圖7所示。
考慮到進(jìn)氣管真空度有隨海拔高度增加而降低的現(xiàn)象(一般海拔每增加1000m,真空度將減少10KPa左右),因此真空度檢測中應(yīng)根據(jù)所在地海拔高度修正真空度診斷參數(shù)標(biāo)準(zhǔn)。
2、故障判斷
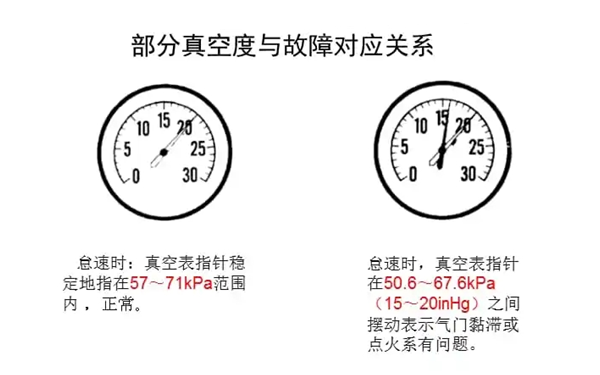
① 發(fā)動(dòng)機(jī)工作溫度正常時(shí),怠速運(yùn)轉(zhuǎn),真空度應(yīng)穩(wěn)定在57~70KPa,如圖8所示;
② 當(dāng)迅速開啟并關(guān)閉節(jié)氣門時(shí),表針能隨之?dāng)[動(dòng)在7~84KPa之間,表明良好;
③ 氣門座密封性變差時(shí),真空度比正常值跌落3~23KPa;
④ 氣門桿與氣門導(dǎo)管發(fā)生卡滯后,其真空度有規(guī)律地快速跌落10~16KPa;
⑤ 氣門導(dǎo)管及其氣門桿磨損松曠時(shí),其真空度較正常值低6~10KPa之間波動(dòng);
⑥ 氣門彈簧折斷或彈力不足時(shí),真空表指針迅速在33~74KPa之間波動(dòng);
⑦ 氣門機(jī)構(gòu)失調(diào),氣門開啟過遲時(shí),其真空度穩(wěn)定在27~47KPa之間;
⑧ 活塞環(huán)磨損,發(fā)動(dòng)機(jī)轉(zhuǎn)速在1500r/min時(shí),突然關(guān)閉節(jié)氣門,真空表讀數(shù)迅速降至6~16KPa;
⑨ 進(jìn)、排器歧管墊漏氣,轉(zhuǎn)速在1500r/min時(shí),突然關(guān)閉節(jié)氣門,真空表讀數(shù)從8KPa跌落至6KPa以下,并迅速恢復(fù)正常;
注意∶進(jìn)氣管真空度隨海拔高度而變化,海拔每升高500m,真空度將減少4~5KPa,因此測定真空度時(shí),應(yīng)根據(jù)所在地海拔高度進(jìn)行折算。
|
圖7 進(jìn)氣管真空表指針示意圖 |
圖8 進(jìn)氣管真空度與故障對應(yīng)關(guān)系 |
總結(jié):
測量和調(diào)整配氣相位是發(fā)動(dòng)機(jī)調(diào)試和維護(hù)中的重要環(huán)節(jié)。通過合理的配氣相位調(diào)整,可以提高發(fā)動(dòng)機(jī)的性能和燃油經(jīng)濟(jì)性,延長發(fā)動(dòng)機(jī)的使用壽命。若是進(jìn)氣門的微開量與排氣門的微開量相比有大有小,且不符合規(guī)定值,通常是由于凸輪軸磨損造成的,應(yīng)修磨或更換凸輪軸;若各缸進(jìn)氣門的微開量比排氣門都大,表明進(jìn)、排氣門的配氣相位均有所提前,常用的校正方法有∶偏移凸輪軸鍵法;凸輪軸正時(shí)齒輪軸向移動(dòng)法。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




