

|
技術維修與康明斯知識 |
柴油發電機氣門鉸削、研磨、檢查與密封性試驗 |
引言:柴油發電機組的氣門底圈在運行中因承受高溫、高壓氣體侵蝕和連續沖擊載荷的作用,工作面磨損在所難免,當氣門下沉量超差時,氣門必須進行更換和修復。氣門與氣門座的密封面有兩種損壞方式,即氣門嚴重磨損和大量的積碳。一般在新機運行1000小時后應檢查氣門與氣門座的密封情況并清理積碳。如果發現氣門桿或氣門導管存在嚴重的磨損或損壞,需要及時更換。同時,在更換新的氣門桿時,還需要涂抹一層機油以減少摩擦,并確保氣門間隙的正確調整。
一、氣門組件檢查
氣門是發動機的一個重要零件。氣門的作用是專門負責向發動機內輸入空氣并排出燃燒后的廢氣。氣門工作環境惡劣,直接與燃氣接觸,排氣門最高溫度可達800℃,又處于潤滑循環的末端,再加上氣門工作時開啟關閉動作頻繁,氣門組零件極易產生損傷。因此,要注意對氣門組零件的檢修,以保證其處于正常的工作狀態。
1、氣門導管磨損的檢查與修復
① 檢查項目:與氣門桿配合間隙。
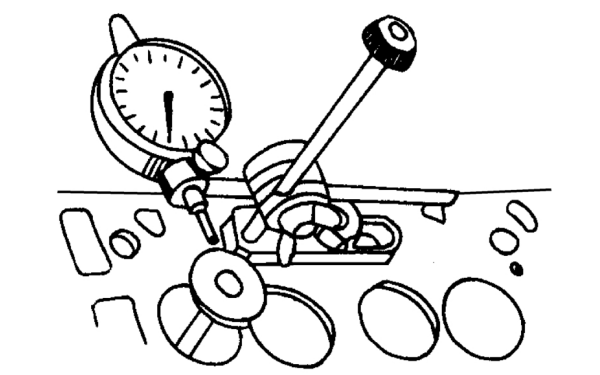
② 檢查方法:測量氣門桿直徑和導管孔徑來計算;測量氣門頭部擺動量,如圖51所示。
③ 修理方法:更換氣門、導管或兩者均換。
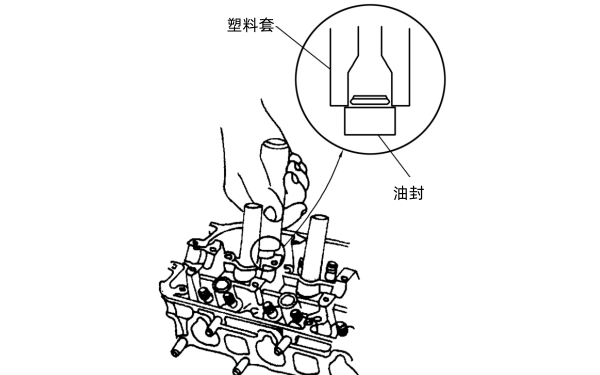
2、氣門油封的檢查與修復
① 位置:氣門導管上部。
② 功用:防止漏油。
③ 組成:橡膠圈和彈簧。
④ 更換時機:沿氣門桿漏油。
⑤ 注意事項:使用專用工具安裝(如圖2所示);有些進、排氣門油封不同。
|
圖1 柴油機氣門頭檢查 |
圖2 柴油機氣門油封更換 |
3、氣門的檢查與修理
氣門桿尾端偏擺使用限度:進氣門為0.1mm,排氣門為0.1mm。測量氣門頭厚度標準值:進氣門為1.0mn,排氣門為1.5mm。使用限度:進氣門為0.7mm,排氣門為1.0mm。
(1)檢查氣門頭部和桿的彎度
氣門桿端部變形或磨損時應進行修正,修正值必須是最小值。研磨氣門面。
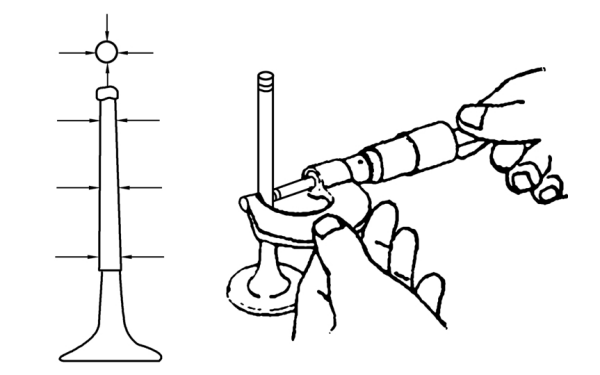
① 用外徑分厘卡檢測氣門桿的磨損,測量部位如圖3所示。通常與氣門桿尾端未磨損部分對比測量,若超過0.05手觸摸有明顯的階梯感覺時,應更換氣門。
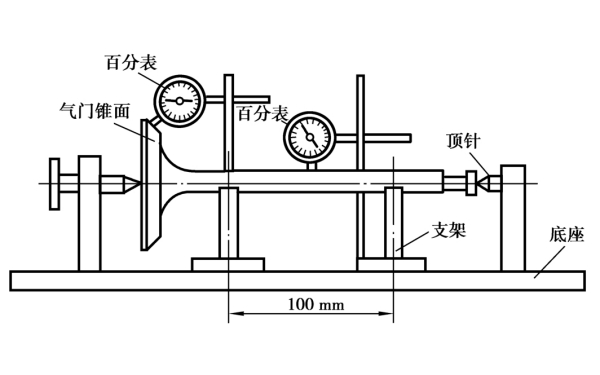
② 如圖4所示,用百分表檢查氣門桿的彎曲變形,若表針擺差超過0.06mm,應校直或更換。
③ 氣門桿尾端磨損凹陷應磨平,氣門全長及磨削量應符合規定要求。
(2)檢查氣門厚度
氣門厚度小于極限值時更換氣門。在維修時,要檢驗每個氣門桿尾端有無偏擺、磨損和彎曲。
(3)檢查工作面
檢查每個氣門的工作面有無磨損、燒毀或變形,如有必要,應進行更換。
|
圖3 氣門桿磨損檢查 |
圖4 氣門桿彎曲變形檢查 |
二、氣門鉸削
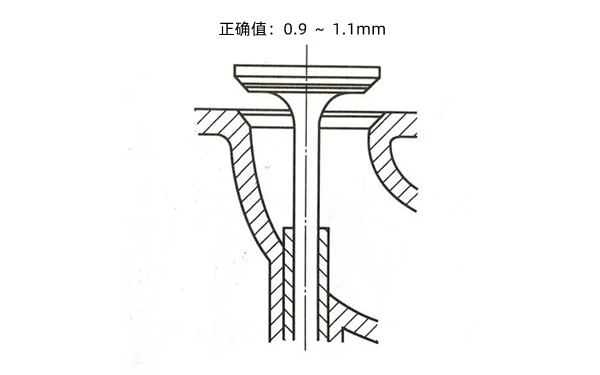
積碳清理步驟是將氣門夾住,用細平銼刀沿氣門原來的角度,將麻點、斑痕銼掉,再用細砂布包住銼刀將氣門工作面磨光。若氣門工作面的缺陷太深,則必須對氣門工作面進行磨削,磨削的角度與氣門桿成44.5° 。氣門與氣門接觸面寬度標準值為0.9~1.1mm (如圖5所示),使用極限為2mm ,超過極限時氣門的密封很容易破壞。因此要對氣門工作面進行重新鉸削和研磨。
修理柴油發電機氣門前,應檢查氣門導管,若不符合要求應先更換或修理氣門導管。嚴禁在氣門鉸削、研磨完成后更換氣門導管,否則會使氣門密封性難以保證。
1、氣門桿部與導管配合間隙
柴油發電機氣門桿部與導管之間的間隙,一般因排氣門較熱,其間隙比進氣門大。超過極限時,一方面會向缸內泄漏潤滑油,另一方面會破壞氣門的導向作用,從而產生漏氣。所以當超過使用極限時必須及時更換氣門,若磨損過大,只更換氣門不能達到目的時,還必須更換氣門導管。
氣門導管與缸蓋是過盈配合,以避免發動機工作時因高溫造成導管的脫落。一般柴油發電機廠家供應的加大氣門導管,其外徑有 +0.05 、 +0.25 、 +0.5mm 三種,導管安裝孔要按過盈較大配合進行鉸制。
導管安裝后伸出汽缸蓋的高度要符合原廠規定,否則會影響氣門的工作。氣門桿如產生彎曲,必須進行校正。
2、氣門座鉸削方法
按氣門頭部直徑和氣門座各錐面角度選擇一組合適的氣門座鉸刀。按氣門導管內徑選擇合適的氣門座鉸刀桿,鉸刀桿插入氣門導管應能靈活轉動但不松曠。
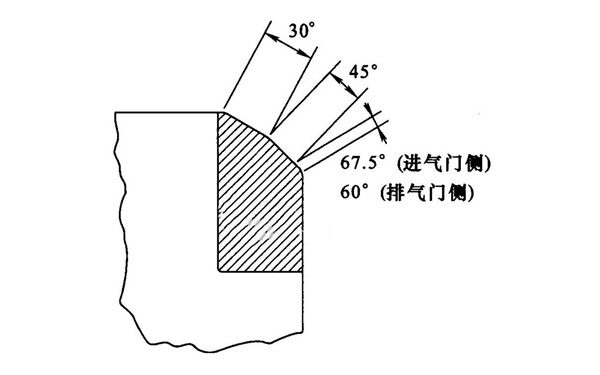
(1)先用45°鉸刀加工氣門座工作錐面(如圖6所示),直到工作面全部露出金屬光澤。
注意:鉸削時兩手握住手柄垂直向下用力,并只做順時針方向轉動,不允許倒轉或只在小范圍內轉動。
(2)用修理好的氣門或新氣門進行初研試配,根據氣門密封錐面接觸環帶的位置和寬度進行調整鉸削。接觸環帶偏向氣門桿部,應用75°的鉸刀鉸削;接觸環帶偏向氣門頂部,應用15°的鉸刀修正。使用45°工作面鉸刀應與15°和75°錐面鉸刀交替反復鉸削,才能使工作面的位置和寬度達到規定的技術要求。
① 氣門工作面位置應在氣門頭斜面的中間且略偏向氣門桿方向。
② 環帶寬度:進氣門-1.0~2.2mm,排氣門-1.5~2.5mm(僅供參考,具體準確值請查閱康明斯柴油發電機相關維修資料)。
|
圖5 氣門和氣門座正確接觸位置圖 |
圖6 氣門座鉸削示意圖 |
三、氣門研磨步驟
有更換或磨削、修整的氣門都要與氣門座進行配研后才能使用。配研時要將氣門放在間隙合適的導管內用橡皮捻子吸住氣門頭,使氣門做上下和旋轉運動。先逆時針方向旋轉 120° 后,再順時針方向旋轉 120° 。在變換旋轉方向的同時,要將氣門提起旋轉一個角度后,再落下,以保證研磨的均勻。氣門座圈經過鉸削后,工作面仍然較粗糙,必須進行研磨。柴油發電機氣門研磨具體操作如下:
1、機械研磨工序
(1)研磨時要在氣門桿上涂上潤滑油,沿氣門工作面先涂上一層 120 號的粗研磨砂,在研磨一段時間后,再換成 280 號細研磨砂,要避免研磨砂掉入氣門桿與導管之間。
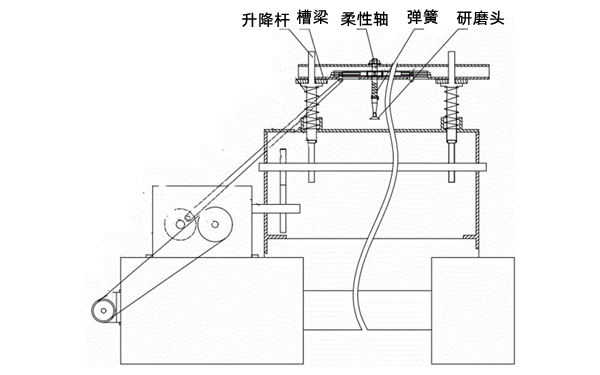
(2)先使用粗砂(凡爾砂)研磨出一條平整、無斑點的接觸線帶,然后洗去粗砂,換上細砂研磨。直至氣門座及氣門頭的工作面均出現一條整齊而呈灰色無光澤的環帶,再洗去研磨膏,用機油拍磨片刻即可。氣門研磨機有電動和氣動兩種,一般使用電動研磨機(如圖3所示)。無條件時,氣門也可以手工研磨。
(3)待磨出一條灰色無光的環帶后,將研磨砂洗掉,涂上潤滑油再磨幾分鐘后即完成研磨工序。
(4)研磨好的柴油發電機氣門桿與導管必須清洗干凈,不能留有任何一點研磨砂。
2、手工研磨工序
(1)研磨前應先用汽油清洗氣門、氣門座和氣門導管,將氣門按順序排列或在氣門頭部打上記號,以免錯亂。
(2)在氣門工作錐面上涂上一層薄薄的粗研磨砂,同時在氣門桿上涂以機油,插入氣門導管內。
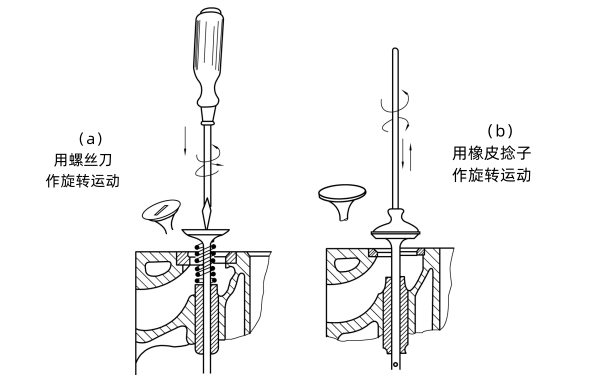
(3)利用螺絲刀(見圖7)或橡皮捻子(見圖8)將氣門作往復和旋轉運動,與氣門座進行研磨,注意旋轉角度不宜過大,并不時地提起和轉動氣門,變換氣門與座相對位置,以保證研磨均勻。
(4)當氣門工作面與氣門座工作面磨出一條較完整且無斑痕的接觸環帶時,可以將粗研磨砂洗去,換用細研磨砂,繼續研磨。當工作面出現一條整齊的灰色的環帶時,再洗去細研磨砂,涂上潤滑油,繼續研磨幾分鐘即可。
3、特別提示
① 在研磨操作過程中,絕對不允許研磨砂(或研磨膏)落入柴油發電機氣門導管與氣門桿之間,以防損壞氣門桿與導管的密封性能。
② 研磨后的氣門要做好標記,不得竄裝。氣門密封性不只與工作面狀況有關,氣門導管間隙過大、氣門下沉量過大、氣門彈簧彈性減弱均會影響氣門密封性。
|
圖7 氣門研磨機示意圖 |
圖8 氣門座手工研磨示意圖 |
四、密封性能試驗
研磨好的柴油發電機氣門必須要進行密封試驗,試驗的方法有4種:
① 油浸法
先將氣門組零件按技術要求組裝好,再從氣門孔注入柴油或煤油,等待3~5min后觀察氣門和氣門座的結合面,若無滲漏現象,則表明密封性能良好,研磨質量合格。
② 印油檢查
在氣門頭錐面上薄薄地涂一層印油,然后將氣門放在氣門座上旋轉1/4圈,如看到氣門座環帶全部染上印油,且十分整齊,則表明密封性能良好,研磨質量合格。
③ 畫線法
在氣門錐面上用鉛筆沿徑向均勻地畫上若干條線,每線相隔4mm;然后與相配氣門座接觸,略壓緊并轉動氣門45°~90°,取出氣門,察看鉛筆線條。
④ 拍擊法
將氣門與相配氣門座輕輕敲擊幾次,察看接觸帶,如有明亮的連續光環,即為合格。
總結:
裝配完成后,使用萬用表等工具對氣門桿進行電路測試,以確保其正常工作。此外,還需要對整個氣門組進行漏氣測試,以確保氣門的密封性和正常工作。根據實際情況,對氣門間隙進行調整,以保證發動機的正常工作。同時,也要注意校正氣門間隙的相關參數,以確保每個氣門都保持適當的間隙。總之,檢測氣門組是一項繁瑣且精細的工作,需要專業的工具和技術來完成。因此,在進行該項工作時,最好由經驗豐富的技術人員或專業柴油發電機組維修機構來完成。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com




