

|
康明斯K19發動機氣門間隙與噴油器的調整 |
摘要:氣門間隙及噴油器間隙是康明斯發動機需要調整的重要內容之一,調整不當會造成發動機工作不正常甚至損壞。若氣門間隙過大,促使進、排氣門遲開、早關,導致進、排氣的時間變短,引起進氣不足、排氣不凈,不能充分吸進混合氣及排出廢氣,致使柴油機的動力型和經濟型下降,同時使各零件之間的撞擊與磨損加劇,噪聲增大,且會發出“嗒、嗒”的撞擊聲;若氣門間隙過小,則會使氣門關閉不嚴,既氣門不能嚴密閉塞,致使混合氣泄漏,導致柴油機動力減少,功率下降,油耗增加,浪費燃料,發動機過熱,甚至還會使氣門與氣門座的工作面燒壞。噴油器間隙過大噴油時間晚、噴油量少甚至不噴油;若過小,輕者推桿頂彎,重者噴油器油杯頂壞。
一、氣門間隙和噴油器間隙簡介
1、進、排氣門間隙
進、排氣門頭部位于燃燒室內,而排氣門整個頭部又位于排氣通道內,發動機工作時,受高溫影響,氣門、氣門桿及其相關零件受熱膨脹。由于零件都是剛性體,冷態時各零件之間沒有間隙,氣門傳動組受熱膨脹后氣門出現間隙。故而氣門桿與挺桿之間應留有適當的間隙。
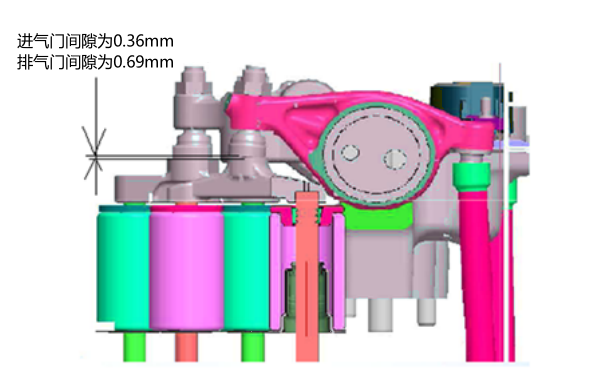
排氣門的間隙,由于受熱膨脹的緣故,比進氣門更大。康明斯K19型柴油機一般進氣門間隙在0.36mm,排氣門間隙在0.69mm。但是其他品牌或者其他機型通常異于這些規格,比如進氣門間隙在0.20mm到0.25mm之間。排氣門一般在0.29mm到0.35mm之間。進氣門間隙在0.2mm到0.4mm之間,排氣門一般在0.3mm到0.5mm之間。
|
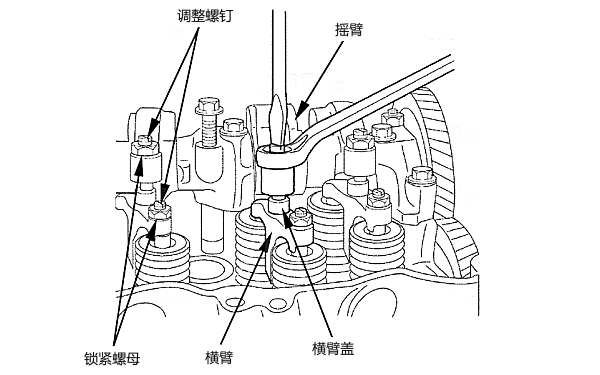
圖1 氣門間隙示意圖 |
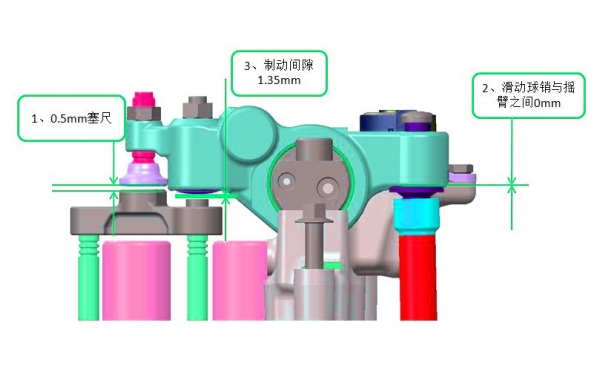
圖2 氣門間隙調整的配合間距 |
2、噴油器間隙
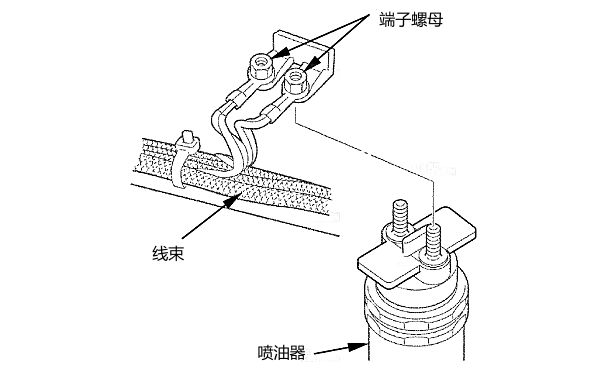
康明斯K19型發動機采用PT低壓燃油泵(最大供油壓力為2MPa)。PT燃油泵將一定的流量和壓力的燃油輸送至PT噴油器,PT噴油器將低壓燃油升壓霧化,最終為發動機提供的動力。PT噴油器受到噴油器搖臂推動力作用而供油,故噴油器和搖臂之間需留適當間隙。
使用PT燃油系統的康明斯柴油發動機,其噴油器行程調整的方法一般有兩種,一種是扭矩法,另一種是千分表法。這兩種方法在調整時每缸都需要對記號,比較麻煩,一旦遇到皮帶輪上某些記號模糊不清時,還會引響調整數據的準確。因此,必須要掌握其準確的調整參數及方法。
|
圖3 PT噴油器連接圖 |
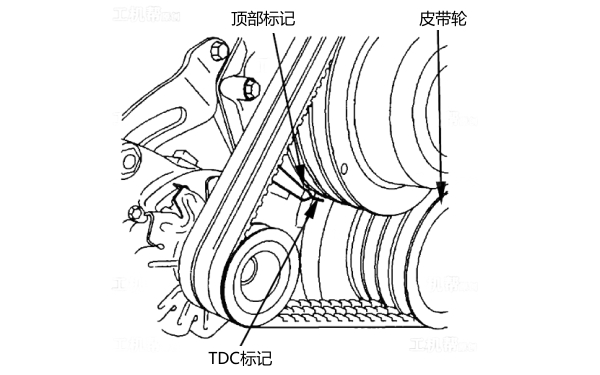
圖4 柴油機氣門間隙行程法標記 |
二、調整方法及步驟
發動機在冷態下進行調整,拆下曲軸箱通風管,拆下16個螺栓及隔震墊,拆下搖臂室蓋及襯墊,每個發動機氣缸上有3個搖臂,中間為噴油器搖臂,其余是氣門搖臂,一般較大的搖臂為排氣門,較小的搖臂為進氣門。氣門調整標準:氣門完全關閉,既氣門挺桿處于凸輪軸的基圓位置。康明斯K19型發動機冷車調整時要求進氣門間隙為0.36mm,排氣門間隙為0.69mm。
1、搖臂間隙調整
一般采用逐缸對記號調整,要對應正確的曲軸角位置,通過盤車工具驅動皮帶輪盤帶動發動機曲軸轉動(不可用風扇轉動發動機),皮帶輪盤上在不同位置鑄有A、B、C共3點標識,分別表示各自調整位置,當皮帶輪上的A標記與齒輪室蓋上的箭頭對準,在這個位置上5缸的兩個氣門搖臂都是可以自由活動的。如5缸氣門未關閉,則2缸氣門是關閉,可調整2缸的氣門搖臂。
2、氣門間隙的調整
松開第5缸鎖緊螺母并退出調整螺釘。在搖臂和橫臂蓋之間塞入規定厚度的厚薄規,一手拉動厚薄規同時轉動調整螺釘,直到厚薄規稍微收到阻力為止(進氣門間隙調整至0.36mm,排氣門間隙調整至0.69mm)。調整妥當之后,厚薄規插到氣門間隙中央,調整螺釘保持不動,擰緊固定螺帽鎖緊調整螺釘。鎖好螺釘后,再用厚薄規重新測量氣門間隙,因為可能在鎖緊時無意轉動了螺釘,使氣門間隙改變,應重新調整至正確。如果測量結果超出了技術規格,則以測量的同樣順序來調整氣門間隙。其具體步驟如下:
(1) 松開用來固定橫臂和搖臂的鎖緊螺母和調整螺釘。
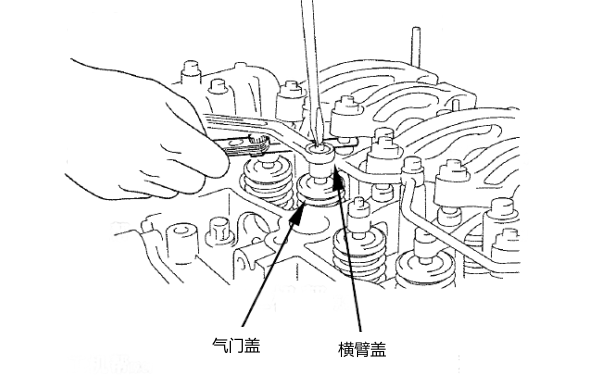
(2)將塞尺插入搖臂和橫臂蓋的間隙,如圖5所示。
(3)擰緊搖臂的調整螺釘,直到塞尺的狀態適合。
(4)擰緊搖臂的鎖緊螺母。22 Nm(2.2 kgfm,16.2 lbfft)
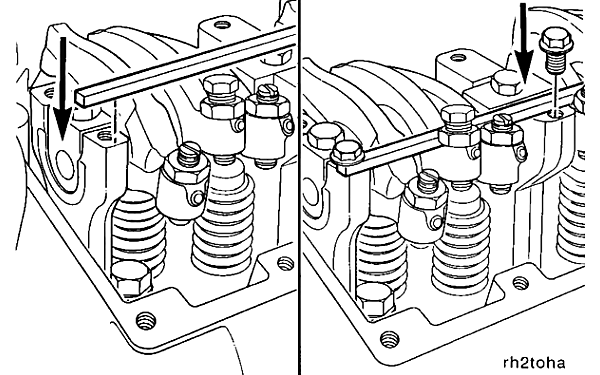
(5)擰緊橫臂的調整螺釘,直到橫臂與氣門蓋接觸為止,如圖6所示,
(6) 擰緊橫臂的鎖緊螺母: 22 Nm(2.2 kgfm,16.2 lbfft)
(7) 把鎖緊螺母擰緊之后,檢查氣門間隙。
注:排氣門都處于每只氣缸蓋的前方。
|
圖5 塞尺插入搖臂和橫臂蓋的間隙 |
圖6 擰緊氣門間隙的調整螺釘 |
3、噴油器間隙的調整
康明斯K19型發動機屬于六缸水冷直列式四沖程柴油機,先確定發動機采用的是鑄鐵搖臂室還是鋁搖臂室。
一般調整方法采用零間隙法,也稱為扭矩法。發動機從水箱端看去,順時針工作順序為:1-5-3-6-2-4。此時按工作順序調整5缸下一缸既3缸的噴油器,松開噴油器調整螺釘上的鎖緊螺母,用起子或者一端帶梅花套的搬手,旋轉調整螺釘將噴油器的柱塞推送到底3~4次,排出燃油,轉動調整螺釘,讓其底部正好接觸到柱塞頂部,并注意柱塞到底時不可用力過大,退出調整螺釘二個六角面(120°)。屏住調整螺釘并擰緊螺母(扭矩為61N.m)。具體步驟如下:
① 松開所有氣缸的噴油嘴搖臂調整螺釘的鎖緊螺母,如圖7所示。
② 沿發動機旋轉方向(右旋)撬轉發動機,使皮帶輪上的標記A或1-6VS(B或2-5VS、C或3-4VS)與齒輪室蓋上的箭頭對準。
③ 檢查此時皮帶輪標記所對準的Ⅰ缸和Ⅵ缸(Ⅱ缸和Ⅴ缸、Ⅲ缸和Ⅳ缸)的氣門搖臂。其中必有1個氣缸的氣門都是關閉的,這就是應當調整的氣缸。
④ 調整噴油器柱塞。如圖8所示,擰緊噴油器調整螺釘直至柱塞接觸到了噴油嘴杯,然后再擰進15°,以擠出杯中的燃油;反復兩次,以確保杯中燃油被完全擠出;將調整螺釘退出一圈,用扭力扳手和螺絲刀按調整的要求擰緊調整螺釘,然后用54~61N.m的扭矩擰緊鎖緊螺母。
⑤ 調整丁字壓板,使釘子壓板與氣門彈簧座之間的間隙最小為.0.51mm。
⑥ 繼續轉動發動機,按相同步驟調整其余各缸。在應用扭矩法調整時,須注意,在調整好一缸的噴油嘴后應立即調整同一缸的氣門,但不允許先調整氣門后調噴油器。
|
圖7 松開柴油機搖臂調整螺釘和螺母 |
圖8 噴油器零間隙法實景圖 |

4、依次調整剩余間隙
調整完A點氣門和噴油器間隙后,轉動盤車工具驅動皮帶輪到B點標記與齒輪室蓋上的箭頭對準,按“調整順序表”列的對應噴油器搖臂和氣門間隙。以此類推,使曲軸共轉兩周,調整6個點,調整完所有搖臂。復查所有螺母擰緊力矩是否正確以免遺漏未擰緊螺母,裝回搖臂室蓋及襯墊,按順序擰緊搖臂室蓋螺栓(扭矩為15N.m)。調整順序如表1所示。
表1 調整順序表
|
皮帶輪位置
|
調整氣門的氣缸號
|
調整噴油器缸號
|
|
A
|
5
|
3
|
|
B
|
3
|
6
|
|
C
|
6
|
2
|
|
A
|
2
|
4
|
|
B
|
4
|
1
|
|
C
|
1
|
5
|
5、調整氣門間隙應注意的問題
(1)不同結構的發動機,其進、排氣門的排裂不一定相同,調氣門前應辨認清楚。
(2)對好標識后,確認是在壓縮上止點還是在排氣上止點。
(3)相同缸數的發動機,若工作順序不相同,則氣門調整的順序也不相同。
(4)不同型號的發動機氣門間隙不同;同型號發動機在冷態和熱態的氣門間隙不同;同型號發動機進氣門和排氣門間隙也不同。調整時要按維修手冊提供標準進行調整。
(5)所有的間隙調整好以后,應仔細檢查,確保每個間隙完全符合標準要求。待間隙完全符合要求后,裝好氣缸蓋罩。
總結:
康明斯柴油機的PT燃油系統與一般柱塞泵式燃油系統不同,用戶在操作和維修時應特別引起注意。根據筆者經驗,這里介紹一下該機常見的噴油器柱塞壓力和氣門間隙的簡易調整法。噴油器的柱塞壓力是指噴油器噴油終了時柱塞對油嘴錐形座的壓緊力;氣門間隙指進排氣門全閉時,搖臂前端與丁字壓板上平面的間隙。調整時可采用扭矩法和行程法兩種方法調整,這是一項技術性較強的工作,如調整扭矩(行程)過大,使柱寒壓力過大,傳動機構將承受一個很大的壓力,從而加速機件的磨損,嚴重時還可使油嘴頭座脫落;如調整扭矩(行程)過小,使柱塞壓力過小,燃燒氣體就會進入油嘴頭,形成積炭燒傷油嘴,同時還可導致供油增多,噴油滯后等現象,因此操作人員一定要認真檢查和調整柱塞壓力。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com
- 上一篇:柴油發電機室設計規范
- 下一篇:發電機中性點高阻接地的優點




