

|
新聞主題 |
柴油發電機氣門組的結構形式和作用 |
摘要:隨著當前社會的發展,柴油機在不同的行業領域當中都發揮著重要的作用,同時氣門部件作為柴油機的重要組件,發揮受巨大的作用,另外在使用過程當中也需要符合相關的要求。氣門組主要特點是進氣口的直徑要大于排氣口,主要是為了增加進氣量,來提高燃燒效率,從而獲得更好的動力輸出。只有了解氣門組件的結構特點,并且根據維修注意事項去進行把握,才能夠更好地提高柴油機氣門組件的使用效率。
一、氣門組功用與工作條件
氣門作為發動機工作過程中密封進排氣口的關鍵基礎零件,用于封鎖氣流通道,控制發動機的氣體交換。進排氣門由最初的單金屬整體結構氣門,發展到雙金屬焊接結構氣門、單金屬或雙金屬堆焊合金氣門、表面處理氣門、中空鈉冷雙金屬氣門等。
1、氣門工作條件
不同結構的氣門適用于不同的發動機使用工況條件,如低負荷發動機常采用單金屬整體結構氣門或對氣門進行鍍鉻氮化表面處理,這樣在滿足發動機性能要求的同時利于降低成本;中等負荷發動機多采用雙金屬焊接結構氣門并對氣門進行鍍鉻氮化表面處理;對錐面磨損強化度大的發動機,常采用單金屬或雙金屬堆焊合金氣門;高溫高轉速發動機常采用中空鈉冷雙金屬氣門,如缸內直噴渦輪增壓汽油機,其排氣門常采用中空鈉冷氣門結構,這樣在降低氣門最高工作溫度的同時,還能降低高轉速工況下的工作慣性力,滿足發動機性能要求。
隨著發動機強化程度的不斷提高,氣門的使用工況愈加復雜,工作條件惡劣,不僅處于高溫的氧化腐蝕性氣氛中承受著反復的沖擊負荷,還承受著熱應力、錐面內應力及燃燒時氣體壓力等共同作用,加之冷卻條件不良和氣門材料導熱系數較小,氣門在落座時還承受沖擊載荷及彈簧力等,氣門工作受力較為復雜。
2、氣門組的作用
氣門組主要作用是依照凸輪軸的帶動通過頂桿來控制每一缸的進氣和排氣,實現柴油發電機的正常運轉。
(1)起導向作用
保證氣門作直線往復運動。
(2)起導熱作用
將氣門頭部傳給桿身的熱量,通過汽缸蓋傳出去。氣門桿與導管之間一般留有0.05~0.12mm的間隙。
3、氣門作用
驅動控制氣門的開閉。
(1)進氣門的作用是將空氣吸入柴油發電機內,與燃料混合燃燒;
(2)排氣門的作用是將燃燒后的廢氣排出并散熱。
二、氣門結構組成
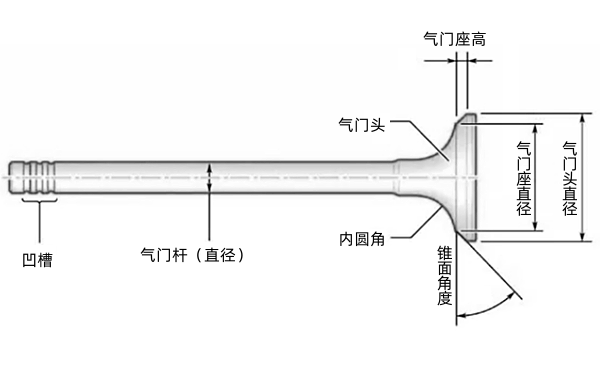
氣門組包括氣門、氣門座、氣門導管、氣門彈簧、氣門彈簧座、氣門半圓鎖片(鎖銷)等零件組成。其中,氣門分為氣門頭、氣門座和氣門桿三部分。氣門座與氣門座圈共同構成一個功能單元。因此將一起介紹氣門座圈和氣門座。氣門頭是指氣門的整個下部區域,帶有氣門面和內圓角。此處承受由燃燒壓力產生的作用力。設計氣門面高時考慮了這種情況。氣門主要分為單一金屬氣門、雙金屬氣門和空心氣門。無論氣門是由一種還是由多種材料制成,無論采用空心還是實心形式,氣門的結構都基本相同,如圖1所示。
1、氣門桿
氣門桿用于氣門在氣門導管內導向。氣門桿從固定氣門鎖夾的凹槽處直至內圓角過渡處或刮油邊處。為避免氣門桿磨損,氣門桿采用鍍鉻表面。
如果氣門桿端部帶有用于氣門自由轉動的凹槽,則與氣門鎖夾接觸的區域必須進行淬火處理,以免磨損。這些凹槽與氣門鎖夾形成結構連接,氣門彈簧可支撐在該部位處。
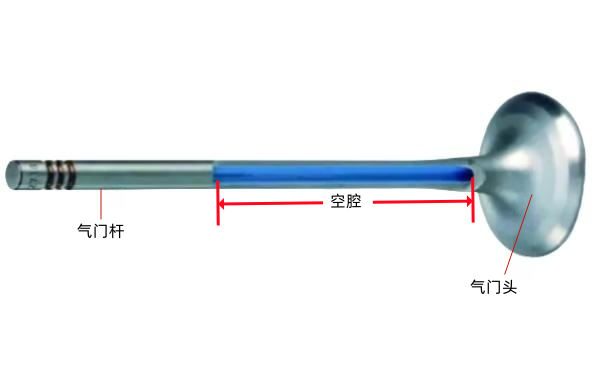
空心氣門用于排氣門側,以便降低內圓角和氣門面附近的溫度,為此氣門該區域采用空腔結構,如圖2所示。其材質為傳導熱量,氣門桿空腔容積約60%的部分填充有可自由移動的金屬鈉。鈉在97.5℃時熔化,并根據發動機轉速在氣門空腔內產生相應的振動作用。內圓角和氣門頭處產生的部分熱量通過液態鈉傳至氣門導管并進入冷卻循環回路,從而顯著降低氣門溫度。空心氣門可采用單一金屬或雙金屬氣門結構。
|
圖1 氣門結構圖 |
圖2 氣門桿位置圖 |
2、氣門座
氣門座也叫氣門盤,主要承擔隔開燃燒室與氣道的作用。此外,熱量也通過此處從氣門傳至氣缸蓋。氣門處于關閉狀態時,氣門座表面與氣缸蓋氣門座圈靠在一起。氣門座表面的寬度沒有統一標準。氣門座表面較窄時可改善密封效果,但會削弱散熱能力。
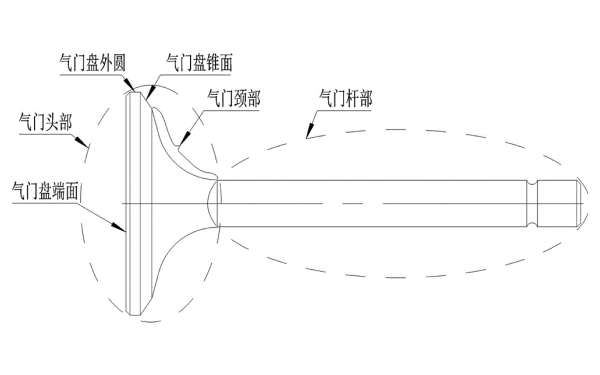
氣缸蓋上與氣門錐面相貼合的部位稱氣門座,如圖3所示。氣門座的溫度高容易磨損,因此鋁氣缸蓋和大多數鑄鐵氣缸蓋均鑲嵌由合金鑄鐵或粉末冶金或奧氏體鋼制成的氣門座圈。
通常情況下,承受較小負荷的進氣門座比承受高負荷的排氣門座窄。氣門座寬度為1.2~ 2.0mm。確保氣門座位置正確非常重要。
3、氣門頭部的結構形式
當氣門工作時,如能產生緩慢的旋轉運動,可使氣門頭部周向溫度分布比較均勻,從而減小氣門頭部的熱變形,同時氣門旋轉時,在密封錐面上產生輕微的摩擦力,能夠清除錐面上的沉積物。
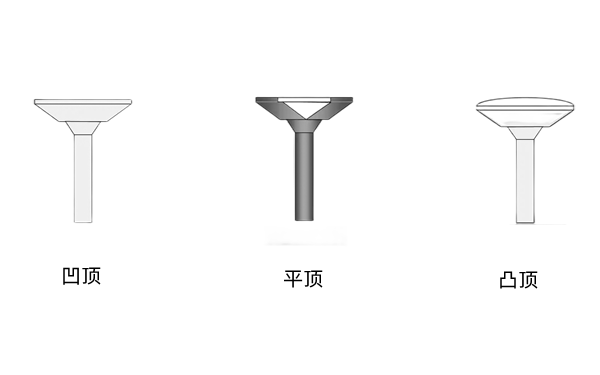
氣門頭部有平頂式、凸頂式(球面)和凹頂(喇叭)式三種結構形式,如圖4所示。
(1)平頂結構的氣門具有結構簡單,制造方便,受熱面積小等優點
(2)喇叭頂氣門進氣阻力小,質量小
(3)球面頂氣門排氣阻力小溫能力強。
|
圖3 氣門座位置示意圖 |
圖4 氣門頭部結構形式 |
三、氣門安裝
為提高進、排氣量,康明斯N系列和K修理柴油發電機的每個氣缸裝有4個氣門(2個氣門和2個排氣門)。進、排氣門均采用平頂式,氣門錐角均為30°。氣門有兩種制作方法,一種是用金屬制作的,另一種是在前面密封錐面上推焊有特種合金。為了提高排氣門在高溫下的耐熱和耐腐蝕性,提高排氣門的使用壽命,在排氣門密封錐面上推焊有耐熱合金。
1、氣門排列順序
以六缸機為例,從前到后為-進-進-排-排-進-進-排-排-進-進-排。
2、氣門的位置
氣門導管壓裝在氣缸蓋上,在導管的上端面有較大的外倒角,以減少機油流入氣缸的可能性。
3、氣門座安裝
氣門座與氣門頭部共同對氣缸起密封作用,并接受氣門床來的熱量。氣門座用較好的材料制作,然后再氣缸蓋上。為減少進氣門的磨損,進氣門座的接觸帶比排氣門要寬些,在更換氣門座時一定要辨認清楚,不要將進氣門座安裝到排氣門座的位置上。
四、氣門錐面強化措施
在發動機參數、工況及配氣機構確定的情況下,氣門錐面工作可靠性與壽命主要取決如下因素:與座圈摩擦副配合的相容性、座圈可靠性與壽命、氣門錐面材料及氣門錐面強化措施。
1、氣門錐面強化思路
氣門根據進氣、排氣功能分為進氣門和排氣門,由于各自工況的不同,其材料、結構、外形尺寸、局部表面強化等也會不同。氣門工作溫度作為氣門材料選用的首要參數,再結合氣門工作負荷、座圈技術方案、發動機功率、轉速、爆壓及B10指標等確定氣門材料、氣門結構和氣門局部表面強化等設計方案。
氣門錐面角度、與座圈的密封面寬度是氣門外形尺寸中直接影響錐面磨損的兩個因素。錐面角度對錐面磨損影響很大,增大錐角可減少磨損,同時需注意大錐角難以擠掉與座圈之間的沉積物。重型發動機進氣門常采用120°~150°錐角,排氣門常采用110°~130°錐角,與座圈接觸密封面寬度越大,其抗磨損性能越強,但更大的接觸寬度將一定程度影響氣門密封性能,六缸重型發動機氣門與座圈接觸密封面寬度按2.4~4.4mm進行布置設計。
2、氣門錐面強化措施
目前重型發動機氣門材料主要采用馬氏體耐熱鋼、奧氏體耐熱鋼、鐵鎳基高溫合金及鎳基高溫合金。為滿足發動機強化要求,行業上對氣門錐面常采用的主要強化措施有:馬氏體表面感應淬火處理、氮化處理、錐面堆焊、奧氏體表面硬化處理及新型結構氣門應用等。
(1)馬氏體表面淬火處理
目前市場上有部分重型發動機進氣門采用整體40Cr10Si2Mo、85Cr18Mo2V馬氏體耐熱鋼,主要應用于沒采用外部EGR或進氣門工作溫度≤550℃的重型柴油機。馬氏體耐熱鋼材料在擁有較好的高溫性能的同時,還可以采用高頻感應淬火,對氣門錐面、氣門桿端進行表面淬火強化,可大幅度提高表面耐磨損性能。
以85Cr18Mo2V馬氏體材料為例,錐面經表面感應淬火后,表面硬度可達48~56HRC,淬硬度層深可達0.5~2.5mm。氣門桿部常按鍍硬鉻處理。也有一些發動機廠,為進一步提升馬氏體表面淬火后耐磨損性能,對錐面已經表面感應淬火后再進行整體氮化處理,這樣氣門錐面擁有感應淬火層數及氮化層數雙重抗磨損性能,氣門更耐磨損。
(2)整體氮化處理
氣門經過氮化處理后,氮化層可提高磨損性能。重型發動機市場上更多的是對奧氏體耐熱鋼及鐵鎳基高溫合金進行氮化(奧氏體耐熱鋼不能利用高頻感應淬火對表面進行硬化),以提高氣門耐磨損性能。
氮化是在材料的外表面形成鐵鉻氮化合物的滲層,它具有較高的硬度(氣門用奧氏體耐熱鋼經氮化后,氮化層最低硬度達1000HV),所以有良好的抗磨性和耐蝕性。鹽浴氮化工藝應用僅限于鐵基合金材料,鎳基合金則不會產生有效的擴散層和混合層,故不能提高其耐磨性能。
(3)錐面堆焊
氣門錐面是否需要堆焊取決于發動機強化程度,錐面堆焊應用于最嚴苛錐面磨損工況、高壽命錐面使用要求及高腐蝕錐面使用工況。多數高附加值氣門最終被錐面堆焊,堆焊強化主要應用于船機氣門、重油發動機氣門、部分燃氣機氣門和部分重型發動機氣門。
錐面堆焊可大幅降低磨損,在發動機總的運行期間起到更好的密封效果。堆焊氣門焊層失效風險大及生產成本較高,極大限制了堆焊的應用。行業上普遍采用PTA等離子焊法進行錐面堆焊,Stellit合金一直是氣門錐面堆焊主要材料,考慮到鈷元素的成本及戰略特性,很多企業開始采用鎳基鐵基合金粉。堆焊合金材料選擇除要考慮堆焊合金應用范圍外,同時應考慮堆焊合金與基體材料之間的平均熱膨脹系數,堆焊合金與基體材料熱膨脹系數越接近可靠性越高。
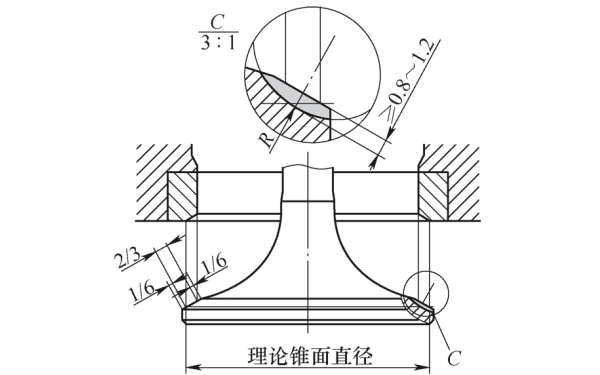
堆焊層深設計取決于發動機壽命要求或氣門磨損極限要求,一般情況下,氣門越大堆焊層相應較深。但不推薦過深的錐面堆焊層深,原因如下:滿足氣門磨損極限情況下過深的堆焊層深造成浪費,最小的堆焊層深在能滿足氣門整體壽命情況下即可,堆焊層深尺寸要求標注為最小保證多少層深;過深的堆焊層堆焊質量難控制,氣門錐面堆焊層深按≥0.8~1.2mm設計。
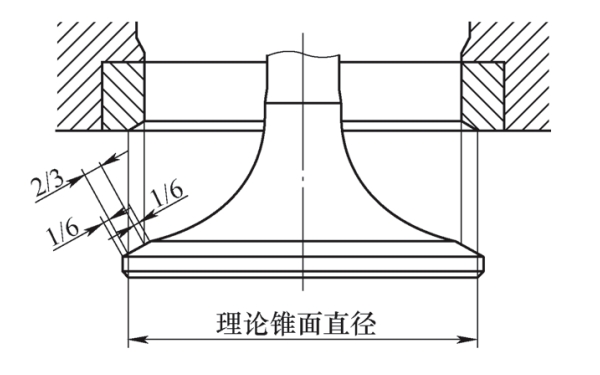
氣門錐面堆焊槽型應結合氣門座兩者的密封帶來確定,以推薦的氣門錐面與氣門座密封帶為例如圖5所示,堆焊槽型確定參考見圖6。
|
圖5 氣門與座圈錐面寬度 |
圖6 氣門堆焊槽型示意圖 |
(4)奧氏體表面硬化處理
奧氏體鋼、鐵鎳基高溫合金和鎳基高溫合金在常溫下為奧氏體組織,無磁性,奧氏體材料不能利用高頻感應淬火對表面進行硬化,常采用氮化處理后提高表面耐磨損性能。但是由于氮化層較淺,耐磨損性能受到一定限制。
奧氏體材料氣門不能通過相變使錐面強化,但奧氏體材料冷作硬化現象明顯,行業上各廠家利用冷作硬化原理對奧氏體材料氣門錐面進行表面硬化處理,主要應用于重型發動機采用鎳基高溫合金材料的排氣門。目前已有相關行業標準對硬化后硬度進行的規定,如機械行業標準JB/T11878-2014《往復式大功率內燃機進、排氣門技術條件》,對于非堆焊的高溫合金盤錐面硬度規定應滿足≥450HV要求。
奧氏體表面硬化處理既兼顧了錐面堆焊氣門耐磨的優點,又避免了堆焊焊層失效風險大及生產成本較高的缺點,因此具備很好的應用前景。
總結:
柴油機氣門組部件對柴油機發揮著重要的作用,所以在柴油機的使用過程當中,應該著重的注意,只有把握好柴油機氣門組件的使用以及維修要點,才能夠有效地延長柴油機的使用壽命,提高柴油機在使用過程當中帶來的經濟效益。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com
- 上一篇:空氣濾清器過濾機理、阻力、效率及儲灰能力
- 下一篇:柴油發電機遠程診斷技術和故障分析




