

|
新聞主題 |
柴油機缸套裂紋的原因及焊修法 |
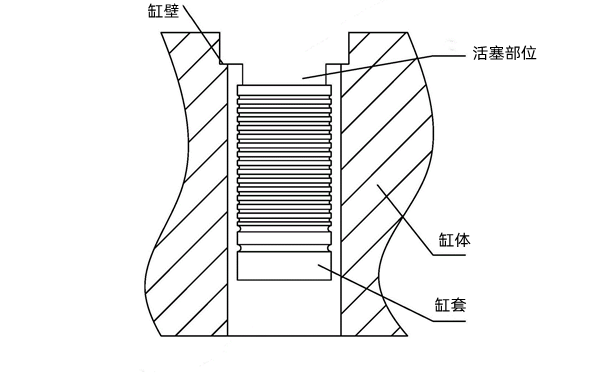
柴油發電機的氣缸套是一個圓筒形零件,置于機體的氣缸體孔中,上由氣缸蓋壓緊固定。活塞在其內孔作往復運動,其外有冷卻水冷卻。當發動機啟動工作時,氣缸套內表受高溫高壓燃氣直接作用,并始終與活塞環及活塞裙部發生高速滑動摩擦。外表與冷卻水接觸,在較大溫差下產生嚴重熱應力,受冷卻水腐蝕。活塞對缸套的側推力不僅加劇其內表摩擦,并使其產生彎曲。
|
氣缸套位置示意圖 |
1、故障現象
一臺柴油發電機組(NT855型重慶康明斯發動機)在使用中出現起動困難,柴油發電機功率不足,排氣管冒黑煙故障。經檢查發現,潤滑油壓力下降至0.25MPa,油底殼進水,潤滑油已變稀、變質。進一步檢查發現,柴油發電機缸壁有一條長約56mm、寬3mm、深3mm的橫向裂紋,冷卻水通過裂紋滲入缸內,造成缸內燃燒不良,導致熄火、冒黑煙等現象。水又經活塞與缸套之間間隙漏入曲軸箱,稀釋潤滑油使油壓降低,并使潤滑油氧化變質。
2、故障查找分析
柴油發電機缸套工作條件惡劣,工作時手里比較復雜,工作溫差很大,受制造安裝、使用維護等因素的影響易產生裂紋。
(1)生產工藝缺陷
缸套生產制造過程中,由于鑄件壁厚不均勻,形狀復雜,易產生砂眼、夾砂、氣孔、松縮、白口組織、微小裂紋、變形等缺陷,是缸體強度降低;缸體機械加工過程中,如銑削、磨削、刨削、鏜孔時產生的殘余應力及劃痕、刀傷等易造成應力集中,產生微觀裂紋;缸套裝配過程中,若沒有嚴格按照裝配工藝規范進行,強行裝合,易使缸套內部積聚過大的殘余應力,引發裂紋。
(2)冷態下的發電機組起動之前,柴油發電機缸體的溫度與環境氣溫相同,起動后,操作人員為了盡快提高機體溫度,不是以怠速或稍高于怠速運轉,而是快速加載使柴油發電機重負荷磨損和高熱量,使缸套突然承受過高的燃氣溫度和過大的燃氣壓力作用,造成缸套冷熱不均,局部過熱、應力分布不均衡,長期如此操作在應力過大處引發裂紋。
|
康明斯發動機氣缸體示意圖 |
(3)冷卻水不夠純凈,或添加劑使用不正確,在機體水道內形成水垢,影響冷卻系統的散熱性能,是缸體產生裂紋的危險性增大。
3、故障修復
根據實際作業中的維修條件,以及缸套修復質量要求,采用手工電弧焊對裂紋進行修補。這種方法的優點是工藝靈活,適應性強,而且可以通過工藝調整來改善應力的分布。
缸套由灰鑄鐵而成,塑性差且具有脆性,不能承受塑性變形,強度也較低,導熱能力差,焊接性能不好。因此,在進行焊接修復時,按以下步驟進行。
(1)焊接前徹底清除裂紋處的油污、水垢等,可用堿水、丙酮或汽油清洗,并用刮刀、鋼絲刷清除,甚至可用火焰烘烤清除,保證被修復表面干燥、清潔、粗糙、防止焊接時產生氣孔,夾渣等缺陷。
(2)檢查裂紋的位置和方向,在裂紋兩端各鉆一直徑4~5mm的止裂孔,防止焊接時裂紋繼續延伸。
(3)沿裂紋開V形坡口,坡口角度為60°~70°,底部為圓弧形坡口,坡口深度約為壁厚H的三分之二,坡口兩側20mm以內的缸套表面用鋼絲刷或紗布打磨,露出金屬光澤。
(4)焊前用焊槍或噴燈在缸套裂紋處緩慢地預熱至350℃。選擇Z308純鎳鑄鐵焊條,焊條直徑2~4mm。Z308是純鎳芯石墨型藥皮鑄鐵焊條,該焊條交直流兩用。電弧穩定,具有細小熔滴過渡,熔渣覆蓋均勻,焊縫成形美觀等特點,常溫下可得到奧氏體組織焊縫。焊縫區金屬韌性好,延伸率高,加工性能好,不易產生裂紋、氣孔和夾渣。焊前將焊條加熱至120~150℃,經2h烘干,焊接時采用直流電源反接,反接電流為90~110A,在保證焊接質量的前提下盡量采用較小電流。
(5)焊完后立即用小錘輕輕錘擊焊縫,以細化微觀金屬晶粒,提高焊縫的致密性,并消除焊接應力。焊縫應平整光滑,可用鏨子、圓銼或紗布進行修整。
經過使用驗證,焊修后的柴油發電機缸套工作正常,實現了以較低的檢修費用在短期內恢復柴油發電機工作的目的。
4、氣缸套常用焊修方法
(1)環氧膠粘結
環氧膠結具有粘接力強、收縮小、抗疲勞等優點,同時工藝簡單,操作方便,成本低廉。它最大的缺點是耐熱.不耐沖擊等,而且在下次維修時,用熱堿水煮沸后會出現脫皮現象,需重新粘接。因此,可以用此法對氣缸體及氣缸蓋的其它部位,如燃燒室、氣門座等溫度較高的地方進行修復。
(2)螺釘填充
此法適用于對一些受力要求不大、對裂縫(一般為50mm以下)要求較低的平面部位,其修復質量較好,但較費時。
(3)補板封補法
如果氣缸蓋受力較小,如果裂紋較長或有洞,應在破碎部位周圍用補板密封。
(4)焊補方法
當出現裂紋時,焊接法通常用于修復受力大或溫度高的部位,以及使用上述方法難以操作的部位。
(5)封堵劑的封堵方法
一般而言,由水玻璃、無機聚沉劑、有機絮凝劑、無機填料和粘合劑構成的膠狀液,適合于堵塞鑄鐵或鋁缸中的小裂紋、砂眼等缺陷。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com




