

|
故障檢修與技術(shù)維護(hù) |
凸輪軸、活塞和氣門搖臂斷裂三例事故檢修方案 |
摘要:凸輪軸、活塞、搖臂是柴油發(fā)動機里的一個部件,也是柴油發(fā)電機組配氣結(jié)構(gòu)中的重要零部件,它的作用是定時開啟和關(guān)閉各氣缸的進(jìn)、排氣門,使新鮮的可燃混合氣或空氣得以及時進(jìn)入氣缸,廢氣得以及時從氣缸排出。因此,在設(shè)計中對配氣機構(gòu)零件在強度和支撐方面的要求會很高,特種鑄鐵是它的材質(zhì),偶爾也采用鍛件,所以在發(fā)動機中配氣機構(gòu)占據(jù)著很重要的地位。但由于配氣機構(gòu)運轉(zhuǎn)時需要承受著交變荷載,長時間的工作會產(chǎn)生疲勞裂紋,從而造成零件異常受力疲勞斷裂。康明斯公司在本文主要針對凸輪軸、活塞、搖臂斷裂故障產(chǎn)生的原因進(jìn)行了分析,并提出相應(yīng)的解決辦法,以減少康明斯用戶損失,保證柴油發(fā)電機組以后作業(yè)的安全。
一、活塞斷裂的原因和檢修方法
柴油發(fā)電機在運轉(zhuǎn)中突然產(chǎn)生很大的敲擊聲,排氣管冒出一陣黑煙,應(yīng)立即熄火。搖轉(zhuǎn)柴油發(fā)電機曲軸能轉(zhuǎn)動,但無壓縮,經(jīng)檢查為活塞斷裂。
1、活塞斷裂的原因
(1)柴油發(fā)電機溫度過高
冷卻系統(tǒng)工作不良,有冷卻水滲漏現(xiàn)象而仍然運行發(fā)動機,造成高溫狀態(tài)下,缸套與活塞咬死,導(dǎo)致活塞斷裂。潤滑系統(tǒng)工作不良,機油未及時更換,或更換劣質(zhì)機油、更換不合標(biāo)號機油,或發(fā)動機機油不足,導(dǎo)致摩擦、磨損過度,溫度也隨之升高,缸套與活塞咬死,導(dǎo)致活塞斷裂。柴油發(fā)電機長期超負(fù)荷工作,發(fā)動機高速大負(fù)荷運行致溫度過高、磨損嚴(yán)重,長此下去,易導(dǎo)致活塞斷裂。
(2)人工裝配的原因
如活塞與汽缸間隙過小,活塞銷與連桿小頭襯套、活塞銷座孔配合過緊,連桿(瓦)機構(gòu)松動;安裝活塞銷時活塞未經(jīng)加熱而猛敲猛打,導(dǎo)致活塞嚴(yán)重變形或產(chǎn)生裂紋。
(3)配合度過大
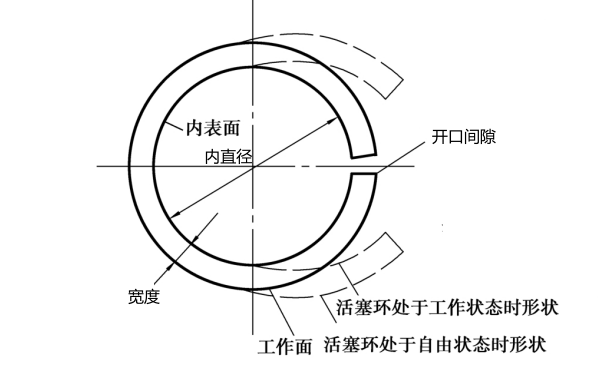
活塞環(huán)開口間隙較小(間隙位置如圖1所示)、活塞環(huán)膠結(jié)或斷裂會導(dǎo)致活塞環(huán)不能與缸壁緊密貼合,活塞頂?shù)臒崃坎荒芗皶r傳走,同時還會導(dǎo)致高溫氣體下竄,結(jié)果使活塞頂及活塞環(huán)槽部位因過熱而燒蝕。
(4)撞擊現(xiàn)象
進(jìn)、排氣門與活塞相撞,或活塞銷與活塞銷座孔磨損嚴(yán)重,間隙過大,有撞擊現(xiàn)象,導(dǎo)致活塞斷裂,連桿彎曲、活塞與缸套產(chǎn)生偏磨。
(5)活塞質(zhì)量不合格
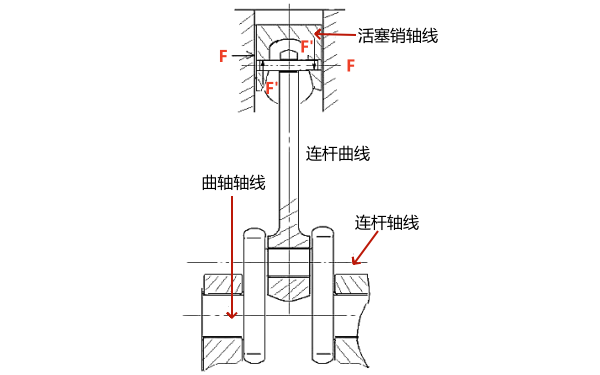
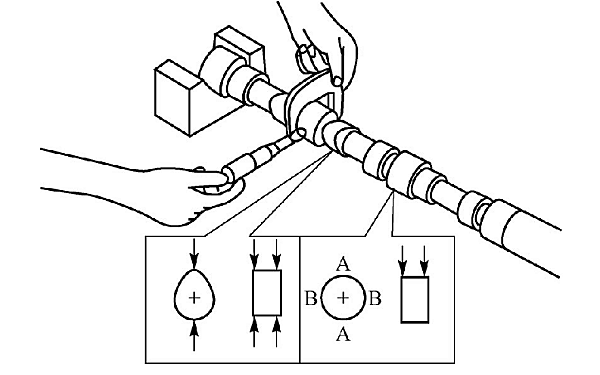
活塞鑄造時存在氣孔、疏松、微裂紋、夾渣等缺陷,則在高溫高壓作用下,這些氣孔、疏松、微裂紋會成為疲勞源而導(dǎo)致疲勞損壞。在發(fā)動機工作時,活塞徑向受到氣缸筒的作用力,連桿體在往復(fù)運動中,通過連桿小頭、活塞銷對活塞形成作用力。如圖2所示,F(xiàn)是氣缸筒對活塞的作用力,F(xiàn)′是活塞銷對活塞的作用力,F(xiàn)-F與F′-F′形成2個力偶,且方向相反。當(dāng)有疲勞損壞時,這2個力偶致使活塞從徑向橫截面的應(yīng)力最大處容易斷裂。
|
圖1 柴油機活塞環(huán)開口間隙示意圖 |
圖2 柴油機活塞受力工作過程 |
2、活塞斷裂的檢修與預(yù)防
(1)連桿彎曲檢修
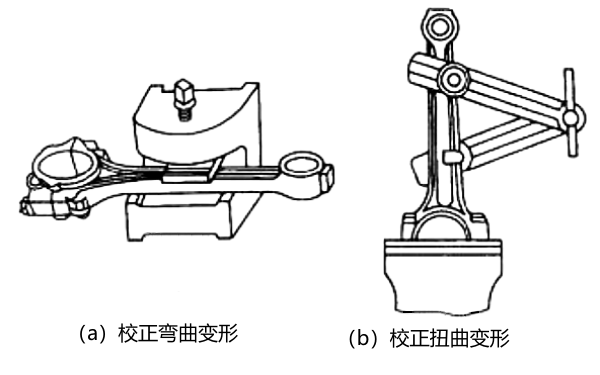
更換活塞時,應(yīng)檢查連桿是否彎曲,若連桿彎曲或扭曲,應(yīng)予以校正(如圖3所示)。
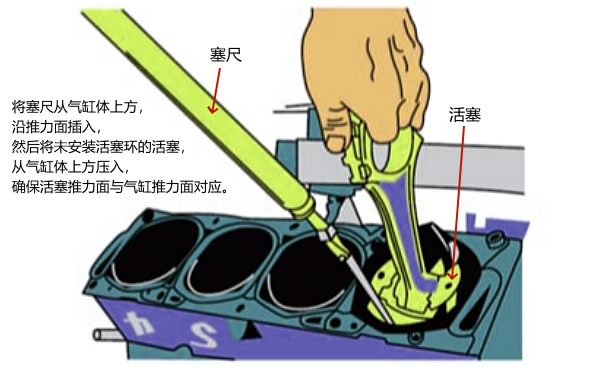
(2)配合間隙過大檢修
檢查活塞銷與連桿小頭襯套、活塞銷座孔配合是否磨損過大,如圖4所示。在冷態(tài)時,活塞銷與活塞銷座孔有相對轉(zhuǎn)動時,應(yīng)更換活塞。在更換連桿小頭襯套時,連桿小頭襯套壓入連桿襯套孔以后,其內(nèi)徑需用專用鉸刀鉸削,若無專用鉸刀,可用三角刮刀慢慢刮削,一邊刮,一邊用活塞銷試配,直至配合良好。用專用鉸刀手工鉸削連桿小頭襯套時,把鉸刀夾在鉗臺上。鉸削時,要注意連桿軸線應(yīng)與鉸刀軸線相垂直,慢慢地邊轉(zhuǎn)動連桿,邊向下推進(jìn)鉸削。每鉸一刀以后必須將連桿襯套內(nèi)切屑擦凈,用活塞銷與連桿小頭襯套試配,鉸好后應(yīng)保證配合間隙在0010~0046 mm。檢查活塞銷配合的松緊度。將活塞銷事先插入連桿襯套內(nèi)約20 mm左右,然后用大姆指推動活塞銷,若活塞銷能依靠大姆指的力量緩緩?fù)七M(jìn)連桿襯套,說明間隙合適;若大姆指剛一接觸活塞銷,活塞銷便從連桿襯套內(nèi)一穿而過,說明間隙過大;若依靠大姆指的力量推不動活塞銷,說明間隙不夠,還需要適當(dāng)鉸削。
(3)溫度過高的檢修
若由于柴油發(fā)電機過熱而引起活塞斷裂,則應(yīng)找出原因,首先檢查冷卻水是否充足,潤滑油質(zhì)量是否合格,有無漏水漏油的地方,柴油發(fā)電機運行是否長期超負(fù)荷的習(xí)慣,找到故障后及時排除。
(4)撞擊現(xiàn)象檢修
若活塞頂部有被氣門撞擊的痕跡。應(yīng)檢查氣門下沉量是否過小、氣門間隙是否過小。
|
圖3 柴油機連桿校正裝置示意圖 |
圖4 柴油機活塞與氣缸配合間隙檢查 |
二、氣門搖臂斷裂的原因和檢修方法
氣門搖臂折斷時,汽缸蓋罩內(nèi)發(fā)出“咔嚓”響聲,排氣管冒出白煙(進(jìn)氣門搖臂折斷),或不冒白煙(排氣門搖臂折斷),柴油發(fā)電機即自動停機。
1、氣門搖臂折斷的原因
(1)氣門導(dǎo)管安裝深度不夠,彈簧上座及氣門鎖夾與氣門導(dǎo)管相碰;搖臂質(zhì)量不好;活塞碎裂后與氣門撞擊而頂壞搖臂;外來物掉進(jìn)汽缸;柴油發(fā)電機發(fā)生“飛車”事故等。
(2)氣門間隙或減壓機構(gòu)間隙調(diào)整過小,致使氣門碰活塞頂;更換新氣門座圈,由于座圈過高,引起氣門頭部沉入汽缸蓋平面深度不夠,致使氣門頭部與活塞頂部相撞;氣門桿卡死在氣門導(dǎo)管內(nèi)導(dǎo)致?lián)u臂折斷;配氣正時齒輪嚙合位置不對,或齒輪鍵槽磨損松動,致使柴油發(fā)電機配氣時間錯亂。
2、技術(shù)檢查步驟
當(dāng)發(fā)現(xiàn)有某一搖臂折斷時或懷疑搖臂即將折斷時,應(yīng)對其他搖臂也要做技術(shù)檢查,可使用裂紋檢查組件(零件號 3375432)檢查搖臂和軸支架有無裂紋或損壞。步驟如下:
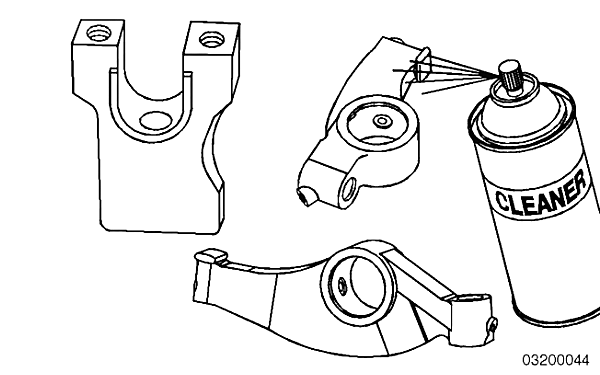
(1)使用裂紋檢查滲透劑(零件號 3375435)涂搖臂和軸支架,如圖5所示。
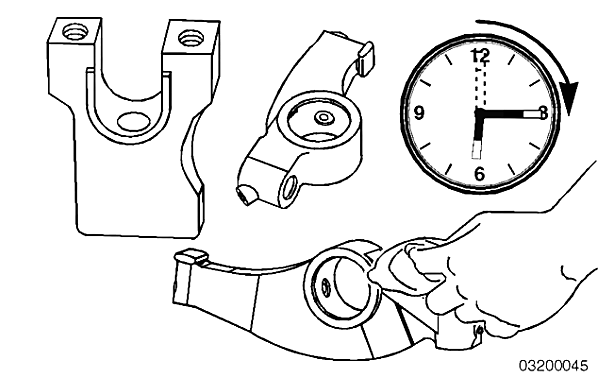
(2)讓滲透劑干燥 15 分鐘,然后用干布去除過多的滲透劑,如圖6所示。
(3)使用裂紋檢查顯色劑(零件號 3375434)涂搖臂和軸支架。
(4)用觀察法檢查搖臂和支架,裂紋會表現(xiàn)為明亮的實線;鑄件中的穴蝕會表現(xiàn)為一個小的圓形標(biāo)記。
如果發(fā)現(xiàn)裂紋或穴蝕,必須更換該零件。
|
圖5 柴油機零件裂紋檢查滲透劑 |
圖6 柴油機搖臂裂紋技術(shù)檢測 |
3、氣門搖臂斷裂故障的修復(fù)
(1)檢查氣門導(dǎo)管壓入深度
拆下汽缸蓋罩,首先檢查氣門導(dǎo)管壓入深度是否足夠,檢查氣門導(dǎo)管及氣門彈簧上座、氣門鎖夾有無因碰撞而產(chǎn)生的痕跡。柴油發(fā)電機氣門導(dǎo)管壓入汽缸蓋后,凸出高度(從氣門彈簧下座支承面測量)應(yīng)為20 mm。
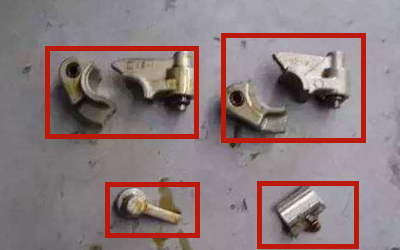
① 若凸出的高度過高,氣門到最大升程時,氣門彈簧上座或氣門鎖夾容易與氣門導(dǎo)管相撞,導(dǎo)致氣門搖臂斷裂(搖臂斷裂前實物如圖7所示,搖臂斷裂后實物如圖8所示),其后應(yīng)對損壞部件進(jìn)行更換。
② 若凸出的高度過低,氣門處于關(guān)閉狀態(tài)時,會導(dǎo)致氣門頭錐形面與導(dǎo)管相碰,使氣門關(guān)閉不嚴(yán)而漏氣。其后應(yīng)對其進(jìn)行調(diào)整。
③ 若不是由于氣門導(dǎo)管安裝過高,須拆下汽缸蓋,觀察有無外來物掉進(jìn)汽缸。若有異物進(jìn)入,其后進(jìn)行清理并再次檢查和驗證。
(2)檢查氣門與活塞頂部是否相撞
若確認(rèn)相撞,應(yīng)檢查氣門間隙或減壓機構(gòu)間隙是否過小,氣門頭部沉入汽缸蓋平面深度是否過淺(沉入深度進(jìn)氣門為150~195 mm,排氣門為0.90~1.25 mm)。若過淺,應(yīng)用氣門鉸刀鉸削。氣門座凡爾線過寬、有麻點或溝槽時也可以用此方法。鉸削步驟如下:
① 用45°鉸刀粗鉸。
② 檢查氣門座密封環(huán)帶的寬度(標(biāo)準(zhǔn)值為1.2~1.5 mm)。
③ 如密封環(huán)帶太寬且偏上,須用15°鉸刀鉸削氣門座上口,縮小氣門密封環(huán)帶上方的寬度。
④ 如密封環(huán)帶太寬偏下,需用75°鉸刀鉸削氣門座下口,縮小氣門座密封環(huán)帶下方寬度。
⑤ 若氣門頭部沉入汽缸蓋平面深度過淺,可加大15°鉸刀鉸削量,將氣門座密封環(huán)帶位置降低。
⑥ 用45°鉸刀精鉸氣門座。用柴油或煤油注入進(jìn)、排氣道檢查氣門密封性。如有滲漏可用研磨砂研磨氣門座。
|
圖7 氣門搖臂斷裂后碎片形狀 |
圖8 全新氣門搖臂實物圖 |

三、凸輪軸斷裂的原因和檢修方法
凸輪軸常見的故障包括鍛煉,異常磨損和異響。出現(xiàn)異常磨損的癥狀都是異響和斷裂之前的癥狀。凸輪軸斷裂最常見的原因就是因為凸輪軸質(zhì)量差,磨損情況嚴(yán)重,液壓挺桿破裂和正時齒輪破裂,還有一個原因就是潤滑不良,導(dǎo)致凸輪軸滑動起來有障礙。下面就用康明斯一款發(fā)動機的凸輪軸來舉例分析出現(xiàn)斷裂的原因。康明斯凸輪軸的是用特種鑄鐵共而成的,凸輪的表面和軸頸的表面溫度是通過熱處理工藝而來的。硬度54~60HRC,3~7mm的硬化層深,凸輪軸推片必須達(dá)到材料20鋼的技術(shù)要求,溫度表面要有52~63HRC,滲碳層深0.4~0.9mm。
1、故障原因
首先要檢查的一項就是發(fā)動機,要看油路暢通是否在正常工作,有沒有氣阻的現(xiàn)象。如果在供油正常的情況下,將氣門室蓋拆開,發(fā)現(xiàn)因為嚴(yán)重彎曲而導(dǎo)致氣門正時錯亂的頂桿,大約有3~4根左右。其中凸輪軸已經(jīng)斷裂,斷裂的部位正好在凸輪軸安裝齒輪的根部。瓦的表面沒有存在燒損和脫落的現(xiàn)象,再將汽缸蓋拆開,里面有氣門沖擊塞頭的痕跡但不是很深,彎曲和損傷的現(xiàn)象在活塞連桿的檢查中也看不到,缸體倒立時,表面依然完整的凸輪軸并且可以在軸孔中活動自如,彎曲和不能轉(zhuǎn)動的現(xiàn)象根本不存在,每只都能順利抽出。大、小瓦的配合間隙偏大主要因為大、小瓦的接觸面比較黑。連桿軸頸和主軸頸都在標(biāo)準(zhǔn)尺寸范圍內(nèi)。可以很順利的抽取觀察是否有磨損和彎曲,氣門挺柱頭部圓弧面保持的也很保證。
2、磨損程度檢查
柴油發(fā)動機的安裝一切都要按照大修程序和大修技術(shù)標(biāo)準(zhǔn)來嚴(yán)格執(zhí)行,對凸輪軸和曲軸的要求就高。如果齒輪軸頸已經(jīng)被磨損,那么它的直接表現(xiàn)是齒輪只有旋轉(zhuǎn)半圈,曲軸在拆卸的時候也會有損傷的情況。所以要進(jìn)行凸輪軸孔和凸輪磨損檢查:
(1)凸輪磨損量
如圖9所示。用外徑千分卡尺檢查凸輪,凸輪高度比標(biāo)準(zhǔn)高度低0.4mm時,應(yīng)修磨凸輪,低1.0mm時,用堆焊法修復(fù)。凸輪起槽或有斑點要用油石修復(fù)。
(2)軸頸的圓度和圓柱度檢查
用外徑千分卡尺測量各道軸頸的圓度和圓柱度。圓度和圓柱度偏差大于0.015mm時,用磨削方法縮小尺寸修復(fù),每級級差-0.20mm,一般可加工至-1.0mm。
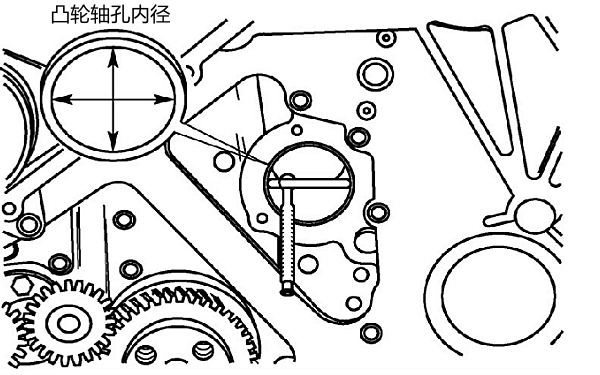
(3)凸輪軸軸孔的直徑檢查
使用外徑測量儀或內(nèi)徑測量儀測量凸輪軸軸孔的直徑,如圖10所示。公式為:D=軸頸直徑+軸頸與軸承配合間隙+軸承與座孔的配合盈量。
(4)凸輪軸軸孔的同心度
使用同心度測量儀或三坐標(biāo)測量機測量凸輪軸軸孔的同心度,確定其偏差量。
3、斷裂現(xiàn)象分析
(1)首先要考慮的問題是是否設(shè)計強度不夠而導(dǎo)致斷裂。如果一臺發(fā)動機連續(xù)工作數(shù)年,或者此型號的柴油機在別的汽車沒有發(fā)生斷裂情況,那就是此發(fā)動機的凸輪軸設(shè)計強度不夠不恰當(dāng)。
(2)拆開各部件的零件來看,在定式齒輪并沒有見到?jīng)_擊痕跡或異常磨損等情況,從而可以斷定沖擊附加應(yīng)力的是否存在。
(3)凸輪軸承受的磨損量較大也會導(dǎo)致疲勞彎曲。垂直軸線是導(dǎo)致凸輪軸彎曲疲勞的裂紋。
(4)導(dǎo)致凸輪軸斷裂的還有一個原則是,凸輪軸在被氣門與活塞頭頭部逼住,致使凸輪軸的旋轉(zhuǎn)速度也有所減慢,雖然發(fā)動機已經(jīng)熄火,但是發(fā)動機的慣性致使凸輪軸還在不停的轉(zhuǎn)動,較大的扭矩情況在就齒輪在凸輪軸上依然不斷的高速運轉(zhuǎn)的情況下產(chǎn)生了。從而就產(chǎn)生了凸輪軸斷裂的情況。
4、故障處理對策
(1)應(yīng)該盡量減少凸輪軸的磨損程度才是最關(guān)鍵,凸輪軸在導(dǎo)致彎曲斷裂是在氣缸蓋軸承孔發(fā)生嚴(yán)重磨損的時候,就要跟換其凸輪軸,但如果不停的更換凸輪軸,不僅會使凸輪軸的壽命降低,對柴油發(fā)動機的影響也很不好。
(2)從凸輪軸的結(jié)構(gòu)上來分析,整體的扭桿軸是在旋轉(zhuǎn)和傳遞扭矩的情況下變成的,氣門在彎曲負(fù)荷工作情況下,凸輪軸應(yīng)該發(fā)揮好它的作用,要承受氣門彈簧施加的彎曲載荷,用分段的機構(gòu)來保證凸輪軸的彎曲剛性,將主軸頸分成不同的段位。
(3)如果想使凸輪軸的疲勞斷裂情況有所降低,選用45號剛為凸輪軸的材料,前提是要考慮凸輪軸的實際情況和工作條件。在凸輪及支承軸頸外圓面機部分加工感應(yīng)淬火,而未加工的毛坯面應(yīng)在軸頸,凸輪及支撐軸頸斷面部分,毛坯面上有脫碳現(xiàn)象在斷裂處表面,而脫碳層可以緩解疲勞斷裂處最為嚴(yán)重的地方。
(4)對凸輪軸的維護(hù)時間也要恰當(dāng),應(yīng)定時的對發(fā)動機以及凸輪軸保養(yǎng)維修,使其工作性能的作用發(fā)揮的更好。
新的曲軸在安裝的時候一定考慮好定位因素,不能產(chǎn)生松動或過緊的情況,要把齒輪敲打金曲軸齒輪的軸頸上。最后將發(fā)動機的一切材料都給組裝完畢,實驗發(fā)動機是否可以正常啟動,如果可以正常啟動那么發(fā)動機沒有問題。
|
圖9 凸輪和凸輪軸頸最大直徑的測量 |
柴油機凸輪軸孔內(nèi)徑的測量 |
總結(jié):
綜上所述,柴油發(fā)動機氣門機構(gòu)中的活塞、搖臂、凸輪軸斷裂產(chǎn)生故障原因應(yīng)為長期的轉(zhuǎn)動而產(chǎn)生的斷裂,還有異常的摩擦磨損也不斷程度的損害到了氣門機構(gòu)的工作性能,通常都是因為承受了異常的附加彎矩,磨損破壞了原有的結(jié)構(gòu)剛性,所以要防范這種情況的發(fā)生,就要在起步的時候就選擇性能較好的材料,經(jīng)常檢查氣門機構(gòu)的運轉(zhuǎn)情況,減少斷裂故障的發(fā)生。此外,柴油發(fā)電機工作時,除了會發(fā)生一些常見故障外,有時還會發(fā)生相當(dāng)嚴(yán)重的、少見的事故性損壞故障,給柴油發(fā)電機使用帶來重大損失,也威脅著操作者的人身安全。因此,了解這些故障產(chǎn)生的原因,使用中注意預(yù)防,對減少損失,保證作業(yè)安全意義重大。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




