

摘要:主軸會因?yàn)槟p、彎曲、扭曲、裂紋等損傷而影響柴油發(fā)電機(jī)的正常工作,甚至?xí)蛄鸭y導(dǎo)致柴油發(fā)電機(jī)主軸斷裂而發(fā)生重大機(jī)械事故,康明斯廠家通過對主軸損壞的標(biāo)準(zhǔn)、檢測與維修方法的介紹,提高柴油發(fā)電機(jī)主軸的維修質(zhì)量。
一、柴油發(fā)電機(jī)主軸的常見損傷原因
主軸的主要損傷是:軸頸磨損、主軸裂紋和斷裂。
(1)主軸裂紋產(chǎn)生的主要原因是應(yīng)力集中造成的疲勞破壞。裂紋從油孔處產(chǎn)生,沿與軸線成45°~55°方向發(fā)展,造成主軸頸與連桿軸頸斷裂;裂紋由圓角處產(chǎn)生,向曲柄臂發(fā)展造成曲柄臂斷裂,常發(fā)生在主軸全長2/3的部位上(如圖1所示)。

圖1 主軸斷裂實(shí)物圖
(2)主軸發(fā)生彎曲和扭曲變形,主要原因是主軸在工作中受到周期性的氣體壓力、往復(fù)運(yùn)動(dòng)慣性力、旋轉(zhuǎn)運(yùn)動(dòng)離心力和機(jī)械制動(dòng)力作用而變形。還有人為因素如操作不當(dāng)或機(jī)械事故導(dǎo)致主軸發(fā)生變形。
(3)軸頸磨損產(chǎn)生的主要原因是潤滑不力導(dǎo)致的,如潤滑油中存在著硬質(zhì)磨料、軸頸與軸承的間隙過小、超速運(yùn)轉(zhuǎn)、軸頸或軸承表面粗糙度低等原因。
二、柴油發(fā)電機(jī)主軸的檢測方法
1、主軸損壞的標(biāo)準(zhǔn)
用磁力探傷器對主軸進(jìn)行檢測,發(fā)現(xiàn)主軸表面有下列情況就不能再繼續(xù)使用:
(1)在主軸的圓角處有損傷。
(2) 主軸頸表面油孔處或進(jìn)入油孔的倒角處有裂紋或損傷。
(3)主軸上出現(xiàn)長達(dá)6 mm以上的裂紋。
(4)在一個(gè)軸頸上有多于4處以上的裂紋。
用磁力探傷器對主軸進(jìn)行檢測,在主軸表層下部,若有下列情況主軸就不能使用:
(1)在主軸圓角處或在圓周方向有裂紋與損壞。
(2)在主軸圓周方向有長達(dá)25 mm以上的裂紋。
(3)在主軸軸線方向有長達(dá)9.5 mm的裂紋。
(4)有離油孔倒角距離接近于1.5 mm的裂紋。
注意:經(jīng)磁力探傷的主軸,必須完全地退磁和徹底地清洗,才能使用。
2、主軸磨損部位的檢測
(1)用千分尺測量主軸的前端和后端應(yīng)符合具體要求。
(2)用千分尺測量主軸頸、連桿軸頸和止推法蘭的厚度,如康明斯NT885型的柴油發(fā)電機(jī)主軸主軸頸磨損的極限尺寸為114.237 mm,連桿軸頸磨損的極限尺寸為79.998 mm。
(3)用百分表和V形塊測量主軸徑向跳動(dòng)量(如圖2所示),檢測主軸各主軸頸的同軸度。測量主軸主軸軸頸和連桿軸頸的不圓度和不柱度。如果不圓度大于0.05 mm或不柱度大于0.013 mm時(shí),則需要磨削主軸軸頸。
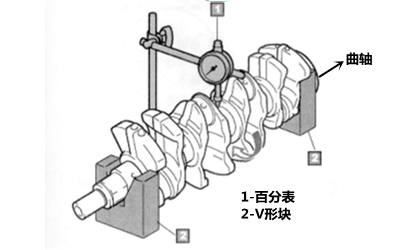
圖2 主軸徑向跳動(dòng)量測量方法
3、主軸彎曲度的測量
(1)主軸彎曲度:
當(dāng)主軸用其兩端軸頸支撐時(shí),在中間主軸頸所測得的千分表總讀數(shù)的1/2就是彎曲度或全長的不同心度(如圖3所示)。
(2)軸頸的跳動(dòng)量
。當(dāng)主軸頸沿著一個(gè)共同的軸線轉(zhuǎn)動(dòng)時(shí),一個(gè)主軸頸的千分表總讀數(shù)和另一相鄰的軸頸的千分表總讀數(shù)之間的差值,即為相鄰軸頸的跳動(dòng)量。
(3)彎曲度的測量:
將主軸的兩端軸頸支撐在V形鐵上,用一千分表,將千分表的量桿放在軸頸中心線處,并使觸頭觸到被測軸頸,轉(zhuǎn)動(dòng)主軸,測量每個(gè)軸頸,并作記錄,把所測中間主軸頸的千分表讀數(shù)除以2,即為彎曲度。
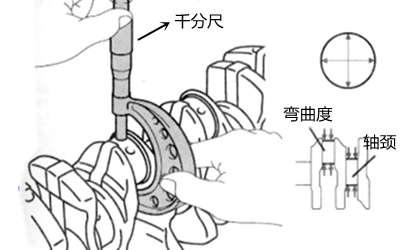
圖3 主軸彎曲度的測量方法
三、柴油發(fā)電機(jī)主軸的維修
1、主軸的校直
當(dāng)主軸彎曲度小于0.20 mm時(shí),可通過修磨軸頸將軸修直。如彎曲度超過0.20 mm時(shí),必須先校直而后磨軸,否則磨削量將太大而影響主軸的使用壽命。
(1)下面介紹用冷壓方法對主軸進(jìn)行校直:
校直主軸可用20 t的油壓機(jī),將主軸置于壓床上,兩端主軸頸用襯有銅墊的V形支架支撐,在主軸彎曲的反方向?qū)χ鬏S頸加壓。壓校時(shí)彎曲度的大小,與主軸材科和彎曲變形的大小有關(guān)。因此,必須根據(jù)主軸的實(shí)際情況確定壓較量,例如鑄造中碳鋼主軸彎曲變形度在0.10 mm,壓校彎曲度約為3~4 mm(即為原彎曲度的30~40倍),在1~2 min內(nèi)即可基本校直;而對相同彎曲度的球墨鑄鐵主軸,壓校時(shí),大約為原彎曲度的10~15倍即可基本校直。但必須指出,當(dāng)主軸彎曲變形較大時(shí),校直必須分多次進(jìn)行,以防壓校的彎曲變形過大而使主軸折斷。尤其是球墨鑄鐵主軸更易折斷,一般情況下主軸彎曲度的檢查和校直工作,不可能是一次成功,必須反復(fù)進(jìn)行,直至校正到符合規(guī)定標(biāo)準(zhǔn)為止。冷壓校直后的主軸可能因彈性后效作用而重新彎曲。為了防止這種彈性后效作用,可以采取自然時(shí)效和人工時(shí)效處理。自然時(shí)效即將冷壓后的主軸擱置5~10天,再重新檢查校正。自然時(shí)效方法簡單,但修理周期將要因此而延長,是不經(jīng)濟(jì)的。人工時(shí)效處理即冷壓后將主軸加熱300 ℃左右,保溫0.5~1 h,便可消除冷壓產(chǎn)生的內(nèi)應(yīng)力。這是一種有效的方法。
(2)冷壓校直主軸的方法,還存在以下缺點(diǎn):
由于主軸的軸頸分別在不同平面上,而且沿長度方向主軸的剛度不同,因此最大的壓校變形,不一定發(fā)生在新加壓力的作用方向上,而往往發(fā)生在危險(xiǎn)斷面的軸頸圓角處,造成應(yīng)力集中而降低主軸的疲勞強(qiáng)度。
2、其它損傷的處理
(1)對于主軸中油道的修理方法是:拆下所有孔塞;用一根釬子和擦布及清洗溶液清洗所有主軸中的油道;用清潔的機(jī)油潤滑油孔,裝回孔塞。
(2)對于軸頸磨損,可用磨削方法修理。磨主軸時(shí),在主軸前端的曲柄臂上打記號以標(biāo)明需配裝的主軸瓦或連桿軸瓦的準(zhǔn)確尺寸,在后端的曲柄臂上打上需裝加厚止推環(huán)的尺寸和位置。
總結(jié):主軸是柴油發(fā)電機(jī)的重要部件之一。柴油燃燒所發(fā)出的功率都由主軸輸出,將動(dòng)力傳遞給拖拉機(jī)的行走機(jī)構(gòu),或通過皮帶輪或動(dòng)力輸出軸傳遞給作業(yè)機(jī)具。主軸在回轉(zhuǎn)運(yùn)動(dòng)中承受著很大的氣體壓力、慣性力的沖擊和離心力的作用,除了自然磨損外,還會出現(xiàn)其他一些損傷,如軸頸磨損,主軸彎曲、扭曲、裂紋和折斷等,影響柴油發(fā)電機(jī)正常工作,甚至發(fā)生重大機(jī)械事故。在此我們對柴油發(fā)電機(jī)主軸檢測與維修方法進(jìn)行探討。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




