

|
故障檢查與技術維護 |
柴油發電機氣門漏氣、間隙不正確和配氣相位的檢測及調整 |
摘要:配氣機構的作用是在發動機工作時及時打開進氣門使空氣進入汽缸,及時打開排氣門將廢氣排出汽缸,還要及時封閉汽缸,保證汽缸內有足夠的壓縮壓力。當發動機的配氣相位失準、氣門漏氣及氣門間隙不正確都將影響發動機的動力性能和經濟性。如何配氣正時準確,氣門關閉密封,配氣機構無異響,發動機進氣充分,排氣徹底,是一種保證發動機正常工作和具有良好工作性能的前提。因此,對于柴油發電機配氣機構的校正和調整,是恢復配氣機構的良好技術情況必須技術手段。
一、氣門漏氣檢查和處理
若氣門彈簧折斷或彈力不足、氣門燒蝕或配氣正時不正確,都會使柴油發電機因氣門漏氣引起進氣量不足或進氣中混有廢氣,繼而導致燃油燃燒不充分,功率下降。解決方法是,更換氣門彈簧、研磨氣門,重新檢查并正確調整配氣正時。
1、氣門和氣門座檢查
(1)外觀檢驗:
氣門有裂紋或嚴重燒蝕時,應予以更換。
(2)氣門桿彎曲的檢驗:
氣門桿中部的彎曲度值大于0.05mm時,應予更換或校直。 氣門頭部傾斜度誤差值大于0.02mm時應予更換。
(3)氣門桿磨損檢驗:
可用外徑千分尺測量,徑向磨損量大于規定時應更換。
(4)氣門桿端面磨損檢驗:
軸向磨損量大于規定時應予以更換。 若軸向磨損未超過極限值,而桿端面出現不平、疤痕時,可用氣門光磨機修磨。
(5)氣門工作錐面磨損檢驗:
頭部工作錐面若有斑點、嚴重燒蝕等,可用氣門光磨機適量 磨削氣門錐面,保證其平整地達到正確的氣門工作錐面。
(6)氣門與氣門座密封性檢查:
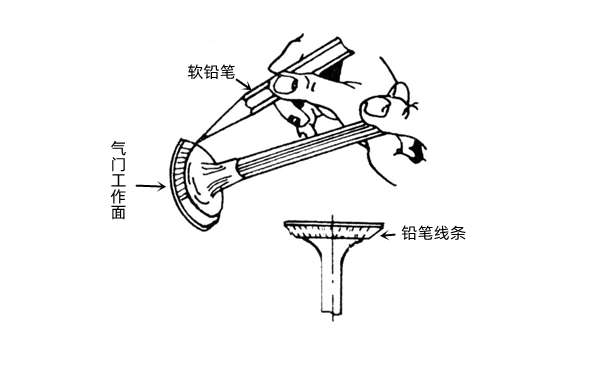
① 劃線法
先將氣門及氣門座清洗干凈,然后用6B軟鉛筆沿徑向均勻地在氣門工作面上每隔4mm均勻地劃上若干條線(如圖1所示),然后與相配的氣門座接觸,略壓緊并轉動氣門1/8~1/4圈,取出檢視鉛筆線條,如線條均被切斷,則表示密封良好,否則應重新研磨。
② 涂紅丹
在氣門工作表面上均勻地涂抹一層軸承藍或紅丹,然后用橡皮捻子吸住氣門在氣門座上旋轉1/4圈,再將氣門提起,若軸承藍或紅丹布滿氣門座工作面一周而無間斷,又十分整齊,即表示密封良好。
③ 滲油法
將氣缸蓋倒放在檢測平臺上,并裝上待檢測氣缸同一缸的 氣門和火花塞,然后向燃燒室內注入煤油或汽油,5min內氣門與座圈接 觸處無滲漏現象即為合格。
2、氣門和氣門座的修復
(1)氣門的修磨:
① 氣門光磨后氣門頭最小邊緣的厚度不得小于1.0mm,否則應更換氣門。
② 光磨后氣門工作錐面對氣門桿軸線的斜向圓跳動應不大于 0.03mm,否則應予更換。
(2)氣門座的檢修:
將氣門座清理干凈并檢查工作面,氣門座工作面磨損變寬超過2mm,工作面燒蝕出現斑點、凹陷時,應進行鉸削與修磨。
(3)氣門座的鉸削:
① 根據氣門頭部直徑及斜面角度選用合適的鉸刀, 根據氣門導管內徑選擇合適的鉸刀刀桿。
② 用砂布墊在鉸刀表面砂磨工作表面的硬化層。
③ 用與氣門工作錐面相同的鉸刀正直平穩地鉸削工作錐面,直到將燒蝕、斑點等缺陷鉸除為止, 并加以清潔。
④ 然后分別用75º和15º鉸刀鉸出氣門座的上、下 口錐面。
(4)試配或修整接觸面:
在新氣門或修磨過的氣門錐面上涂一層紅丹或軸承藍,套進氣門導管, 氣門錐部在氣門座上輕輕壓著,相對地做定位轉動。取出氣門,檢查氣 門與氣門座的接觸面位置及其帶寬度印痕,要求應在氣門工作錐面的中 下部,寬度為1.20mm~1.60mm。
(5)修整氣門與氣門座的正確位置:
① 如氣門接觸帶偏下,則用45º(或30º)和 75º的氣門座鉸刀按圖中所示的順序號修整 氣門座,使接觸帶上移。
② 如果接觸帶偏上,則用45º(或30º)和15º 的氣門座鉸刀按圖中所示的順序號修整氣門座,使接觸帶下移。
(6)氣門與氣門座的研磨:
① 氣門與氣門座經鉸修合適后,在氣門座與氣門工作錐面上涂一層薄研磨砂,放進氣門座及氣門導管內進行研磨配合,使氣門與氣門座的工作接 觸面獲得有效而良好的配合。
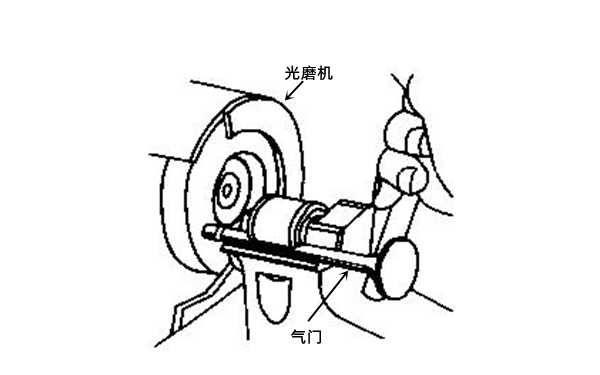
② 研磨方法有機動研磨和手工研磨。手工研磨前,應清潔氣門、氣門座和氣門導管,并在氣門上按氣缸或氣門順序做出記號,以免錯亂。如圖2所示,機動研磨工作效率高,因而被廣泛采用。
③ 當氣門工作面與氣門座工作面研磨出一條整齊而無斑痕、麻點的完整接觸環帶時,可換用細質研磨砂,繼續研磨直到工作面上出現一條整齊的灰色無光的環帶時,洗去研磨砂,涂以機油,再研磨幾分鐘即可。
|
圖1 劃線法密封性檢查 |
圖2 光磨機研磨示意圖 |
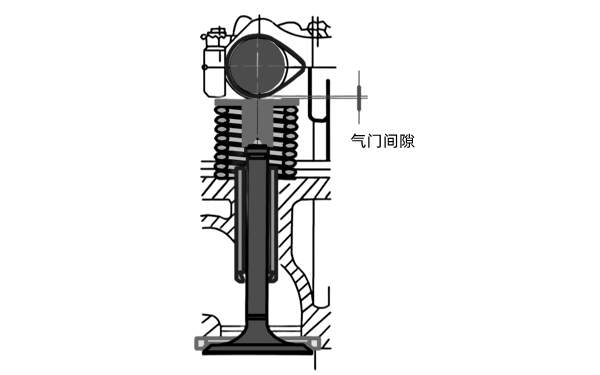
二、氣門間隙的檢查和調整
氣門間隙不正確會造成進氣不足或缸內漏氣,致使柴油發電機動力下降,至著火困難。應重新調整氣門間隙。
1、檢查方法
打開氣門室蓋,如有一絲青、白色的煙從氣門桿部冒出,說明氣門或氣門座磨損過大或燒蝕,或氣門間隙過小基至沒有間隙,在活塞壓縮時,氣缸內有混合氣、混合物滲出(稱上冒煙),從而可直接看出哪個氣門漏氣,應及時修理。
2、調整原則
| 采用剛性挺柱的進氣機構,在使用和修理中,必須對氣門間隙的檢查調整。采用液力挺柱的發動機,不需要調整氣門間隙。 |
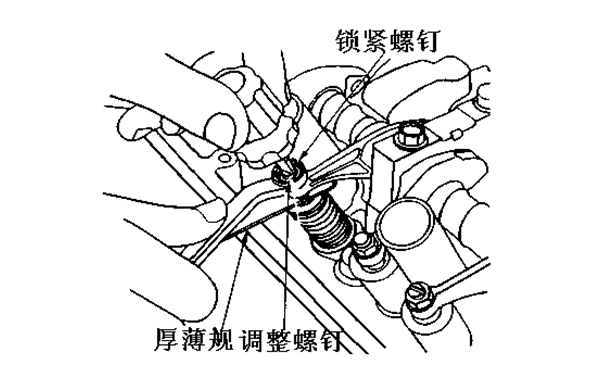
調整原則:必須在氣門處于完全關閉的狀態下進行。 調整時,應先旋松鎖 緊螺母,將厚薄規插入氣 門桿尾端與搖臂之間,然 后旋轉調整螺釘,厚薄規 來回拉動時感到有輕微阻 力為合適,最后旋緊調整 螺母并鎖緊。
3、調整步驟
(1)逐缸調整法
• 找到點火正時標記。
• 確定1缸在壓縮行程上止點位置,分別調整進、 排氣門間隙,使之符合技術要求。
• 用手柄轉動曲軸120º(六缸),按照發動機工作 順序,依次調整其他氣門間隙,使之符合技術要求。
• 對所有氣門進行復檢。
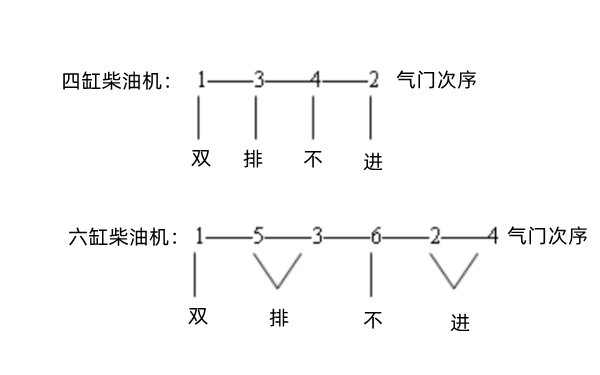
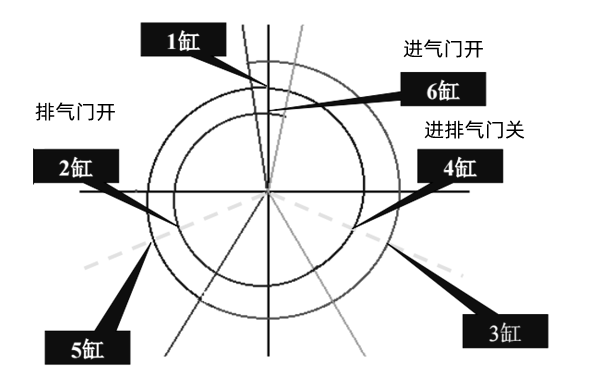
(2)兩次調整法(又稱“雙排不進法”)
• 找到點火正時標記。
• 旋轉曲軸使1缸活塞處于壓縮行程上止點,按照“雙排不進”原則判斷可調氣門。
• 用塞尺測量可調氣門間隙。
• 調整間隙不符合要求的氣門,使之符合技術要求。
• 轉動曲軸360º,檢查并調整剩余氣門的間隙。
• 對所有氣門進行復檢。
表1 柴油機兩次調整法順序
|
氣缸順序
|
1缸
|
2缸
|
3缸
|
4缸
|
5缸
|
6缸
|
|
進氣門
|
可調
|
可調
|
不可調
|
可調
|
不可調
|
不可調
|
|
排氣門
|
可調
|
不可調
|
可調
|
不可調
|
可調
|
不可調
|
|
圖3 氣門間隙示意圖 |
圖4 雙排不進調整法 |
|
圖5 氣門兩次調整法示意圖 |
圖6 氣門調整示意圖 |
三、配氣相位的檢查和調整
柴油發電機在長期工作中,曲軸、凸輪軸受到不正常的沖擊力而產生扭曲變形,正時齒輪、凸輪表面、隨動柱和推桿就會磨損,使進、排氣門開閉時間向后推遲而偏離最佳配氣相位,使充氣效率降低,柴油發電機功率下降。因此,要定期檢查柴油發電機配氣相位,若不符合要求應及時調整。
1、配氣相位檢測
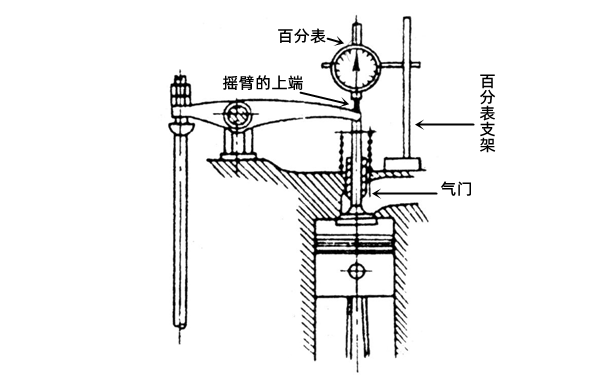
(1) 將各缸進、排氣門的氣門間隙調整好。
(2)先將第一缸的活塞處于排氣終了的上止點位置。將支架百分表的測頭觸及搖臂的 上端,對準氣門桿中心。轉動百分表盤, 使表針指0位。然后慢慢轉動曲軸,使氣門 關閉,此時表針由0上升的刻度值,就是該 氣門的早開或遲閉的微開間隙。
(3)應該注意: 順時針旋轉曲軸,排氣門是逐漸關閉,進氣門是逐漸打開。所以,測量排氣門遲閉 間隙,要順時針旋轉曲軸;測量進氣門提 前微開間隙要逆時針轉動曲軸。
2、配氣相位調整
調整配氣相位,要根據導致配氣相位產生誤差的因素和誤差 的情形,采取相應的調整措施。
(1) 如果是個別氣門開啟、關閉的偏早或偏晚,而誤差數值并 不大時,可采取調整氣門間隙的方法解決。糾正偏晚將氣門 間隙適當調小;糾正偏早將氣門間隙適當調大。
(2) 如果出現各缸進、排氣門的微開量相比互有大小,且都不 符合規定或超差。這種情形多為凸輪軸彎曲變形和凸輪磨損 嚴重,應修磨或更換凸輪軸。
(3) 如果各缸的進氣門的微開量都比排氣門的大,這表明配氣 相位比標準早,應當推遲;反之,則表明配氣相位比標準遲, 應將其適當提前。
|
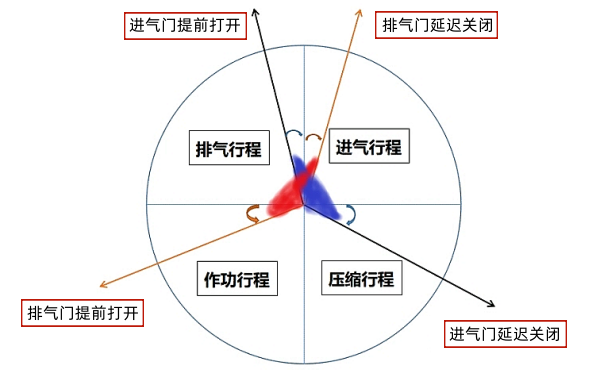
圖7 柴油機氣門重疊角 |
圖8 配氣相位檢測示意圖 |
總結:
通過專業的測試設備,對配氣機構的各個部件進行全面的檢測,包括凸輪軸的形狀、氣門的密封性、搖臂的初始位置和波紋管的彈性等。總之,配氣機構的檢修和調整對于確保發動機的正常運行非常重要。只有在經過全面、細致的檢查和檢測后,才能保證發動機的長時間運行沒有問題。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com




