

|
技術(shù)維修與康明斯知識(shí) |
柴油發(fā)電機(jī)的裂紋探傷檢測原理與步驟 |
摘要:在柴油發(fā)電機(jī)修理過程中,對(duì)于重要零件需要檢驗(yàn)它的裂紋情況,若不及時(shí)發(fā)現(xiàn),有可能引起零件斷裂,造成嚴(yán)重的事故,檢驗(yàn)零件裂紋的方法分別有磁力探傷、熒光探傷及氣霧劑探傷法等。另外也可以采用對(duì)水冷式氣缸體、氣缸蓋等鑄造零件,常用水壓試驗(yàn)方法發(fā)現(xiàn)裂紋,對(duì)于一些軸類零件(如曲軸)表面的隱蔽裂紋也可用浸油敲擊法發(fā)現(xiàn)裂紋。
|
曲軸SW模型渲染圖 |
一、磁力探傷原理與檢測方法
磁力探傷法具有設(shè)備簡單、測量準(zhǔn)確、迅速等優(yōu)點(diǎn),在柴油發(fā)電機(jī)修理企業(yè)中被廣泛地采用。
1、磁力探傷的原理
當(dāng)磁力線通過被檢驗(yàn)的零件時(shí),零件被磁化。如果零件表面有裂紋,在裂紋部位的磁力線就會(huì)因裂紋不導(dǎo)磁而被中斷,使磁力線偏散而形成磁極。此時(shí),在零件表面撒以磁性鐵粉或鐵粉液,鐵粉便被磁化并吸附在裂紋處,從而顯現(xiàn)出裂紋的部位和大小。當(dāng)裂紋方向與磁場方向平行時(shí),裂紋切斷磁力線的數(shù)目少,裂紋的兩邊不會(huì)發(fā)生磁極,不能吸附鐵粉。所以,利用磁力探傷時(shí),必須使裂紋垂直于磁場方向。因此,在檢驗(yàn)時(shí),要估計(jì)裂紋可能產(chǎn)生的位置和方向,而采用不同的磁化方法∶橫向裂紋要使零件縱向磁化,縱向裂紋要使零件橫向磁化(或稱環(huán)形磁化)。
(1)縱向磁化
將被檢驗(yàn)的零件置于馬蹄形電磁鐵的兩極之間,當(dāng)線圈繞組通入電流時(shí),電磁鐵產(chǎn)生磁通,經(jīng)過零件形成封閉的磁路,在零件內(nèi)產(chǎn)生平行零件軸線的縱向磁場,這樣便可以發(fā)現(xiàn)橫向裂紋。
(2)橫向磁化
電流直接通過零件,則零件圓周表面產(chǎn)生環(huán)形磁力線,當(dāng)裂紋平行于零件軸線方向時(shí),便可形成磁極,吸附磁性鐵粉,因而可以發(fā)現(xiàn)隱傷所在部位。
對(duì)于這兩種磁化方向都成一定角度的裂紋,最好采用聯(lián)合磁化法。磁化電流可以采用直流或交流,主要采用低壓高強(qiáng)度電流,這樣可以獲得強(qiáng)力的磁場,而不致發(fā)生觸電事故。交流磁力探傷應(yīng)用較多。因?yàn)樗恍杞祲鹤儔浩鳎O(shè)備簡單。但是它有集膚效應(yīng),只能檢驗(yàn)表面或接近表面的裂紋,適用于檢驗(yàn)疲勞裂紋。
2、磁力探傷的檢測方法
(1)零件的外形對(duì)磁力線分布均勻性有很大影響。如果對(duì)直徑均勻的長軸作縱向磁化時(shí),軸的兩端電磁感應(yīng)比中部大得多,不易在中部發(fā)現(xiàn)隱傷,因此,對(duì)很長的軸要進(jìn)行逐段磁化檢驗(yàn)。
(2)對(duì)于外形不規(guī)則的零件,磁化時(shí)磁力線極不均勻。所以,在檢查曲軸的縱向裂紋時(shí),需用強(qiáng)大的電流(大約4000 A)作環(huán)形磁化,而在檢驗(yàn)徑向裂紋時(shí),需要分段作縱向磁化。
(3)零件經(jīng)磁化檢驗(yàn)后,會(huì)多少留下一部分剩磁,因此必須進(jìn)行退磁。否則,零件在使用時(shí)會(huì)吸引鐵屑,造成磨料磨損。最簡單的退磁方法是將零件從交流的磁場中慢慢地退出,或直接向零件通以交流電并逐漸減小電流強(qiáng)度到零為止。但是采用交流電退磁時(shí),僅在零件表面有效,因此,對(duì)于用直流電磁化的零件最好仍用直流電退磁。向零件通以直流電退磁時(shí),應(yīng)不斷改變磁場的極性,同時(shí)將電流逐漸減小到零。
(4)磁力探傷采用的鐵粉,可用2~5μm的氧化鐵粉(Fe304)。鐵粉可以干用,但配成氧化鐵懸浮液更靈敏,即在一升的變壓器油或低黏度的柴油或煤油中加入20~30g的氧化鐵粉。
|
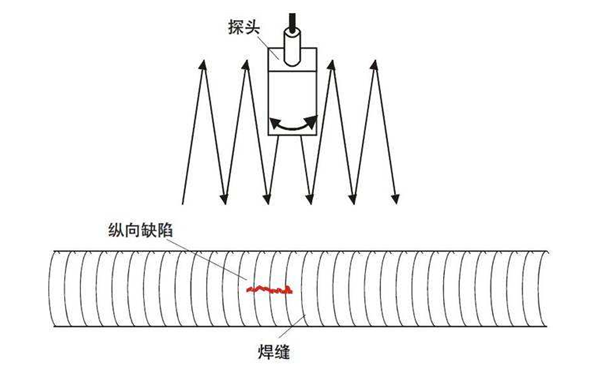
磁力探傷示意圖 |
二、熒光探傷原理與檢測步驟
熒光探傷是利用紫外線的照射使熒光物質(zhì)發(fā)光的原理來顯現(xiàn)零件表面缺陷的一種探傷方法。
1、熒光探傷原理
熒光物質(zhì)的分子可以吸收和放出光能,當(dāng)其在紫外線照射時(shí),每個(gè)分子都吸收一定的光能。如果分子所吸收的光能較正常情況時(shí)多,則分子可以放出一定的光能,以恢復(fù)到它的平衡狀態(tài),這就是可以見到的熒光。在裂紋處的熒光物質(zhì)可以發(fā)出明亮的光,因此,可以很容易地發(fā)現(xiàn)裂紋。為了檢驗(yàn)零件表面的缺陷,在零件表面涂上一層滲透性好的熒光乳化液,它能滲透到最細(xì)的裂紋中去,經(jīng)過一段時(shí)間以后,將零件表面的熒光溶液洗去,但缺陷內(nèi)仍保留有熒光液,在紫外線的照射下而發(fā)光,從而可以確定缺陷的位置、形狀和大小。
2、熒光探傷的檢驗(yàn)步驟
(1)探傷前
要除去零件表面的油污、銹斑,在水溫20~40℃的溫度下清洗烘干,水分蒸發(fā)后便于滲透。
(2)滲透處理時(shí)
小零件可以浸入熒光液中10~20min,大零件可用毛刷涂敷,然后待滲透液流盡。用水沖洗,通常水壓為1. 5Pa,水溫20~40℃,然后進(jìn)行低溫烘干;85℃以下經(jīng)1~2min。
(3)顯像處理時(shí)
在零件表面涂一層氧化鎂(干粉)顯像粉,它有良好的吸收性能,從而可將浸入裂紋中的滲透劑吸附出來,并擴(kuò)散一定的寬度,對(duì)裂紋有放大作用。粉末覆蓋10~15min后用空氣吹掉多余的粉末。
(4)紫外線照射時(shí)
用紫外線燈照射零件表面,則缺陷的位置和形狀能明顯地顯示出來,其中微細(xì)的傷痕也能用肉眼觀察到。熒光探傷法適用性廣,主要用于磁粉法不能檢驗(yàn)的材料,如不銹鋼、銅、鋁及非金屬材料。其熒光液的配方可以根據(jù)技術(shù)條件的要求和經(jīng)濟(jì)性的效果來考慮。熒光溶液是用0.25L的變壓器油和0.5L的煤油,以及0.25L的汽油的混合劑,再加入0.25g金黃帶綠色的染料制成。
|
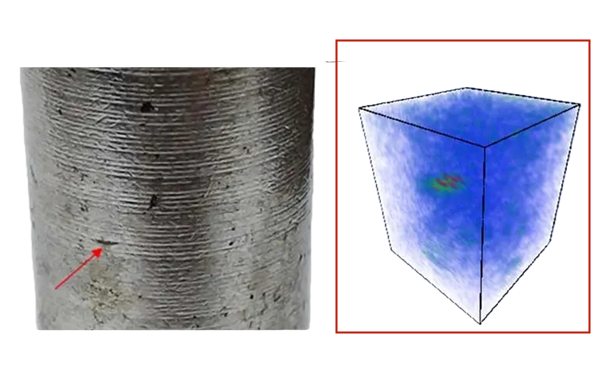
熒光探傷示意圖 |
三、氣霧劑探傷原理與檢測方法
氣霧劑由滲透氣霧劑、清洗氣霧劑和顯相氣霧劑三個(gè)部分組成,分裝在不同的罐內(nèi)。它適用于各種金屬和非金屬等零件表面探傷。
1、探傷的工作原理
當(dāng)滲透氣霧劑噴射在被檢驗(yàn)零部件上時(shí),如零件有表面缺陷,滲透藥物便會(huì)滲入到缺陷里,然后用清洗劑洗去表面多余藥物,最后噴射上顯相氣霧劑,缺陷中的滲透劑便被吸出,在顯相藥物中顯出缺陷的輪廓。
2、氣霧探傷的使用方法
(1)清洗處理
先用清洗氣霧劑將被檢零件表面的灰塵、油污洗凈,然后烘干或晾干。
(2)滲透處理
向清洗后的零件表面上噴射滲透氣霧劑,一般情況下保持10~30min。也可將零件預(yù)先加熱至40~50℃,然后進(jìn)行滲透處理,這樣可提高其滲透效果。
(3)除去表面藥劑
用清洗氣霧劑噴射被檢零件表面,然后用清水洗掉多余的滲透物,并用干凈布擦拭干零件表面。
(4)顯像處理
零件經(jīng)過上述處理后,將顯相氣霧劑均勻地噴在零件表面上,其厚度為0.05~0.07mm,經(jīng)10~20min作用后,零件表面的缺陷便會(huì)在白色的顯像劑上顯示出紅色的缺陷圖像。操作時(shí),應(yīng)注意氣霧劑噴孔距零件表面的距離以20~30cm為宜。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請(qǐng)通知我們!
溫馨提示:未經(jīng)我方許可,請(qǐng)勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請(qǐng)電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




