

|
故障檢查與技術維護 |
康明斯柴油發電機的機體和缸蓋裂紋的維修方法 |
摘要:氣缸蓋、氣缸體產生裂紋會導致柴油發電機漏氣、漏水和漏油。柴油發電機氣缸體和氣缸蓋由于其結構復雜,如果使用不當,容易產生裂縫,而且修復困難。根據康明斯發電機公司數據統計,康明斯氣缸蓋與氣缸體發生裂紋現象多是同于使用維護不當造成的,如長時高負荷運轉,熱應力過大,而且缸蓋裂紋大多發生在氣門座附近或水套薄壁處。針對柴油機常見的汽缸蓋和氣缸體裂紋故障,分析汽缸蓋和氣缸體過度磨損的原因,提出相應的預防措施和對策,并結合實例對活塞環的日常管理和維護提出切實可行的管理建議。
一、產生裂縫的主要原因分析
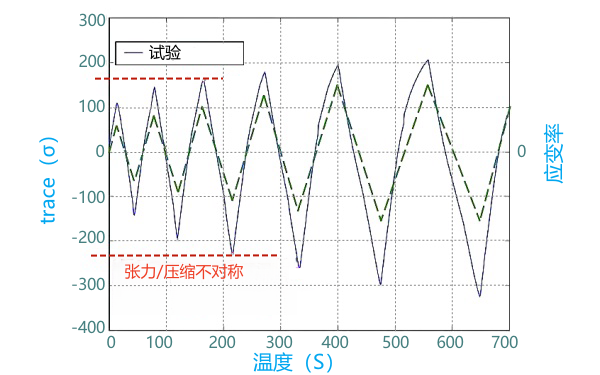
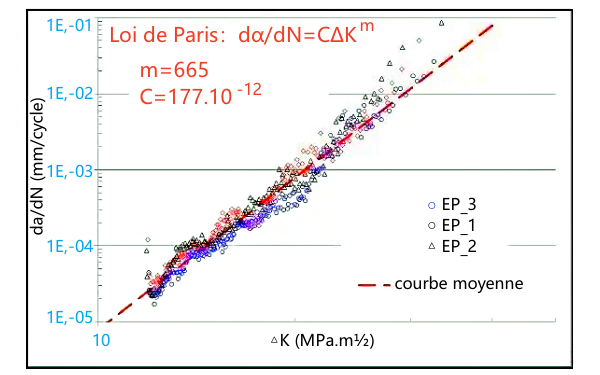
汽缸蓋的工作條件比較惡劣,其底部直接與高溫、高壓燃氣接觸、承受較高的機械負荷、熱負荷和腐蝕作用。當管理不當時,就會使燃燒室的工作條件更加惡化,導致汽缸蓋的局部出現裂紋。由汽缸蓋所起的作用和它所處的位置可以知道,汽缸蓋受到螺栓預緊力和缸套的反力的作用,其冷卻水腔還受到水的腐蝕。汽缸蓋由于結構復雜,金屬分布不均,各部位的溫差很大,因此承受著很大的、分布不均勻的機械應力和熱應力,是柴油機的主要易損部件之一。由于氣缸蓋材料(層狀石墨鑄鐵GJL-300)原本不存在于EDF的數據庫中,因此該材料的熱力學參數必須通過實驗從反應堆中廢棄氣缸蓋上采集的樣品中提取。EDF在20℃,220℃ 和420℃ 下對氣缸蓋材料進行了單向拉伸實驗、循環拉/壓實驗和疲勞裂縫發展實驗,并獲得了相應的材料力學參數。參數曲線如圖1、圖2所示。
1、冷卻不良
(1)由于汽缸蓋冷卻水側結垢及鐵銹等,使得觸火側的溫度上升,若周期性地與吸入低溫的掃氣空氣相接觸即產生熱應力,從而導致在汽缸蓋閥孔邊緣處產生裂紋。
(2)冷卻水流通不良或形成氣袋,無法使空氣或蒸汽逸出,則會造成局部過熱的狀態,從而產生熱應力。
(3)冷卻水溫調整不當或停機后過早中斷冷卻水循環。
通常冷卻水中含有溶解氧,水溫升高時即分離而出,倘若冷卻水的溫度再上升,則急速蒸發而產生蒸汽,若無法由逸氣管排出,則在水流緩慢處滯留,形成氣袋。如果有由于失誤或自動溫度調整閥的動作不良,而使冷卻水出口溫度超過95℃時,溫度就會急速上升而接近沸點,故在冷卻水接近95℃以前應立即減車,以確保柴油機的安全。
2、爆發壓力過高
(1)由于船底污穢或螺旋槳效率降低等導致阻力增加,以及主機長期使用后功率下降時,而欲維持原功率,將油門開度增加,結果將造成柴油機超負荷運轉,導致爆發壓力過高。
(2)暖機或壓縮壓力不足而欲啟動主機時,因加大噴油量導致缸內積油過多,或在更換噴油器或噴油泵后,泵油驅氣使活塞頭頂部積留燃油,在啟動時一次點燃而產生爆震,使安全閥跳開而導致爆發壓力過高。
(3)噴油器不良、噴油泵定時不當等造成的不正常燃燒,導致在燃燒室內發生爆震,同時爆發壓力異常升高,導致柴油機發生震動,冷卻水側的肋骨及水流導向肋等的應力值增加,致使熱應力及機械應力增加。
3、熱負荷過大
(1)柴油機因長時間超負荷運轉,導致缸蓋過熱;或因各缸的功率不均,使某缸超負荷運行。
(2)噴油器性能不良,致使噴射燃燒不良使缸蓋觸火側積炭,使得缸蓋底面的溫度過熱產生裂紋。
(3)排氣閥漏泄使閥座附近產生局部過熱,致使閥孔的圓周邊緣附近或閥盤周沿邊緣產生裂紋。
4、腐蝕
由于汽缸蓋冷卻水側的腐蝕及觸火側的燒損而使汽缸蓋壁的厚度減少時,材料強度減弱,應力增加而致破裂。例如,汽缸蓋厚度由39mm減至30mm時,則應力增加30%。
(1)冷卻水側腐蝕
冷卻水處理不當所致的酸性腐蝕及堿性脆化,不同材料間不同的電位差,經由冷卻水構成通路的電化學腐蝕,以及引導水流的導向板損壞,使水流沖擊造成漩渦現象的侵蝕等,以上因素若未加以適當處理,均會導致汽缸蓋裂紋。
(2)燃氣觸火側腐蝕
由于燃油中含有硫,燃燒后成為SO?,而SO?氧化變為SO?,若與燃燒室內水分化合即成硫酸,造成酸性腐蝕,此即為低溫腐蝕。
柴油機運轉時,燃燒室中的高溫高壓燃氣直接與燃燒室組成零件——汽缸蓋及其上的閥件、汽缸套和活塞組件接觸,燃氣中某些低熔點灰分熔化并附著在零件金屬表面上,在高溫下發生化學作用使零件表面受到破壞的化學腐蝕,稱為高溫腐蝕或釩腐蝕。
(3)汽缸蓋外側腐蝕
在缸蓋裂紋原因中已提到,由于目前的劣質燃油中含有很高成分的硫分,其在燃燒后形成SO?,如接觸較低溫的金屬表面(露點以下),則與水分形成亞硫酸,從而造成低溫腐蝕,結果在汽缸蓋外側示功閥孔及啟動閥附近表面引起腐蝕。
(4)水套穴蝕
穴蝕是快速運動或振動的表面及其附近因壓力和溫度變化,引起真空小氣泡突然破裂而剝離金屬材料表面層的腐蝕現象,氣缸在水套部位的嚴重穴蝕可以導致氣缸破裂。
5、安裝不當
當安裝汽缸蓋緊固螺帽時,如未能適當平均上緊或過度上緊,就會產生局部應力,降低材料強度。在缸蓋結構上有一點要注意的就是:上下部接合時的預緊應力可防止發火時受到過大震動應力,如果長久使用或預緊不當,則在缸蓋上下部的接合松動后,燃氣壓力將使之震動而產生過度的應力,導致破裂。
6、操作不當或疏忽
隨著現代科學技術的不斷發展,柴油機設計、制造技術已經日趨成熟。因設計不合理、材料內部缺陷和加工制造原因等造成汽缸蓋裂紋的現象已經很少見,因此造成汽缸蓋裂紋的主要原因是輪機管理人員的技能不足、疏忽或操作不當,而且多發生在四沖程柴油機上。由材料的熱應力可知,溫度梯度越高,熱應力越大。因此若高溫的金屬零件表面突然冷卻,該部分金屬將迅速收縮而產生巨大拉應力以至于破裂。在缸蓋上因熱應力而產生的破裂通常都是沿圓周方向伸長的,因突然的溫度變化而造成,其主要原因有以下幾方面:
(1)冷卻水控制不當導致溫度突降。
(2)冷卻水失壓導致冷卻中斷或水中有氣體。
(3)未適當暖機就啟動主機。
(4)汽缸蓋遭受液擊。
7、設計、材料和鑄造不良
(1)由于機械應力和熱應力與金屬壁厚度成相反的比例,較薄型厚度柴油機的機械應力大,過厚則熱應力過高,因此厚薄的設計以及其他的安排有賴于設計者的優化。
(2)隨著最高爆發壓力的增加及主機轉速的降低,對材料的要求也愈加嚴格,若選用材料不當,機械強度不夠,無法承受工作負荷,就會造成裂紋。
(3)因高溫鑄造過程所產生的殘余熱應力,以及局部有鑄造應變留存或有砂孔等鑄造缺陷存在,其產生的應力有時大過缸內爆發壓力若干倍,在其內部產生裂紋,是造成裂紋的潛在因素。
|
柴油機往復荷載下氣缸蓋材料的應力變化 |
柴油機氣缸蓋材料的裂縫發展速率 |
二、裂紋的特征和檢測方法
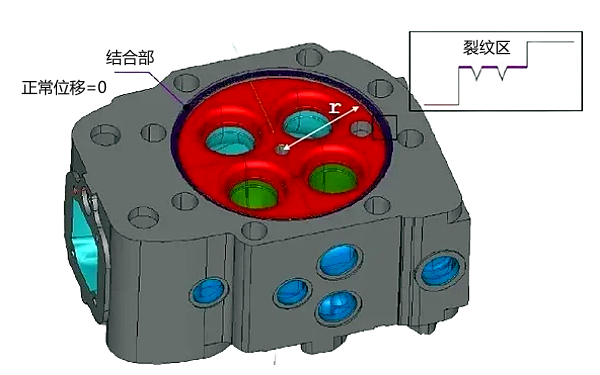
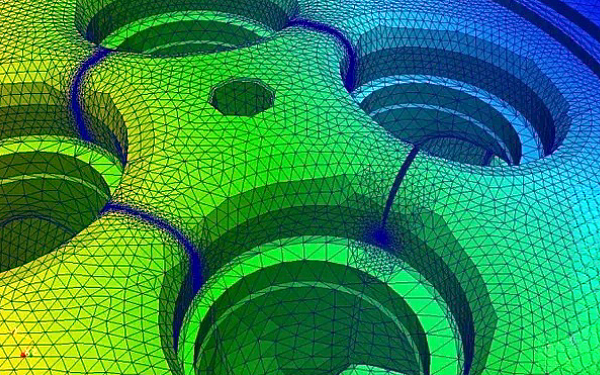
柴油機氣缸蓋的材料多為鑄鐵,氣缸蓋上裝有進、排氣門,噴油嘴等各種零部件,構造復雜,直接接受高溫燃燒氣體的壓力作用,產生高機械應力及熱應力,特別是正對燃燒室的缸蓋中心部位,熱負荷非常大。由于在中心部位布置冷卻水套的困難性大,往往使水道狹窄、水流不暢。如果設計不妥或鑄件質量不高,在此鼻梁三角帶有飛邊、粘砂等的堵塞,則會致使此處冷卻條件很差,使燃燒產生的高熱不能很快散出,造成局部溫度急劇上升,超過材料所允許的耐熱范圍而產生熱疲勞裂紋。缸蓋裂紋示例如圖3、圖4所示。
1、裂紋的特征
汽缸蓋內部的非穿透性裂紋一般通過對汽缸蓋及其閥件進行打開檢查才能發現,并采用無損探傷法進行檢驗,以確定裂紋的部位和性質。通常當汽缸蓋出現穿透性裂紋時有如下特征:
(1)啟動前吹車時,示功閥有水汽或水珠噴出。
(2)對于二沖程柴油機,打開汽缸檢查口并盤車,可以發現活塞頂部有積水。
(3)汽缸冷卻水耗量明顯增加。
(4)膨脹水柜有大量氣泡。
(5)汽缸冷卻水出口溫度高。
(6)四沖程柴油機的油底殼中水分明顯增加。
2、裂紋檢測方法
檢查氣缸體、氣缸蓋的裂紋時,應首先將氣缸體、氣缸蓋各表面清洗干凈,并清除缸體缸蓋內的積炭,然后檢查缸體、缸蓋表面是否有裂紋現象。檢查裂紋可用目視法、水壓法和染色法三種。
(1)目視法
即將清洗后的缸體、缸蓋用眼睛仔細檢查,可看出裂紋比較明顯的部位,以便有針對性的修復。
(2)水壓法
則是將氣缸蓋、氣缸墊裝于氣缸體上,將蓋板裝于氣缸體前壁進水口處,并用水管與水壓機連通,封閉其他各水道口,將水以300-1000kpa的壓力壓入水套,并保持5min,檢查表面有無滲漏現象,如有滲漏則該處有裂紋。
(3)染色法
將染色滲透劑噴于被檢查的部位,片刻之后將其擦干,如果滲透劑滲入內部則說明該處有裂紋存在。
|
圖3 柴油機氣缸蓋裂紋示例圖 |
圖4 柴油機氣缸蓋氣門橋開口裂縫模擬圖 |
三、修補和更換方法
1、裂紋修補法
缸蓋裂紋的修理,要根據裂紋的大小、產生的部位和氣缸蓋的材料而定。通過各種檢驗,一旦發現氣缸蓋底面和其他部位有裂紋時,不管是多么細小的裂紋,都要用鉗工銼、風砂輪、電動砂輪或油石等工具進行徹底清除,否則這些小裂紋就會很快擴展,以致裂穿。對于氣缸蓋上的細小裂紋,經過徹底消除,可以繼續使用。如果裂紋比較嚴重,則只能更換新的氣缸蓋。但是為了應急或延長修理期,可采取以下幾種方法進行修理:
(1)機膠粘接法
① 做好表面準備工作,主要包括除油、除銹、打止裂孔等。用化學或有機溶液清洗除油,用粗砂紙清除裂縫周圍的鐵銹,打磨寬度約為30mm,長度超過裂縫兩端點30mm左右,用鏨子沿裂縫鏨寬為3mm、深為2mm的V形槽,并在裂縫兩端鉆止裂孔。
② 用清洗劑清洗裂縫周圍,待干后,再用酒精擦洗一遍;調配農機1#膠;用調好的膠先填充止裂孔及V形槽,并在槽的周圍及預先準備好的布上涂上膠液,把布條粘在裂縫上,在滲漏嚴重的地方,用同樣的方法粘第二條。
③ 在布條的外面再均勻的涂上一層膠,處理完后24小時柴油發電機組便可以使用。
(2)裁絲法
對于單裂紋常用此方法。具體操作步驟如下:
① 鉆孔,用φ3~φ5的鉆頭先在裂縫兩端鉆出止裂孔,止裂孔距離裂縫3~5mm左右,然后沿裂縫線每隔2~4mm鉆孔;在鉆好的孔上攻絲;然后將準備好的紫銅棒螺釘旋入螺孔中,在高出氣缸面2mm處截斷紫銅棒螺釘,依次旋入各螺孔;完成后,在裂縫線上未鉆孔處再次重復以上工序,繼續鉆孔、攻絲、旋入紫銅棒螺釘,在整個裂縫線上形成一條螺釘鏈。
② 用小錘輕巧紫銅棒螺釘突出部分,使其鉚平并咬緊缸面,用水壓法檢查裂紋處是否漏水,如有輕微漏水現象,可再繼續輕巧漏水處的紫銅棒螺釘。
(3)電焊法
用φ4mm的鉆頭先在裂縫兩端鉆出止裂孔,止裂孔距離裂縫3~5mm左右,沿裂縫開V形坡口槽,槽深以不超過機體2/3為宜。用φ4mm的雙金屬焊條或在加熱情況下用鑄鐵焊條焊補。為防止焊縫周圍發生變形,產生內應力,可在焊道紅熱時用鑿口錘敲打焊縫,以消除焊渣。對于長裂縫,可采用分段焊的方法,一般以20~30mm長度為宜,若裂紋過深,可采用多層堆焊的方法,保證焊縫質量。冷卻后,檢查焊縫質量。合格后,進行磨削加工。
(4)應急修理
在氣缸蓋底面裂紋嚴重,造成內側漏水時,但又無備件更換,此時可采取應急修理的措施。即沿裂紋鏟一條溝,鑲入鉛皮或銅片,或者旋入涂有白鉛油的螺栓,將露出部分切平,平直地敲打端面以阻止漏水。
2、更換汽缸蓋步驟
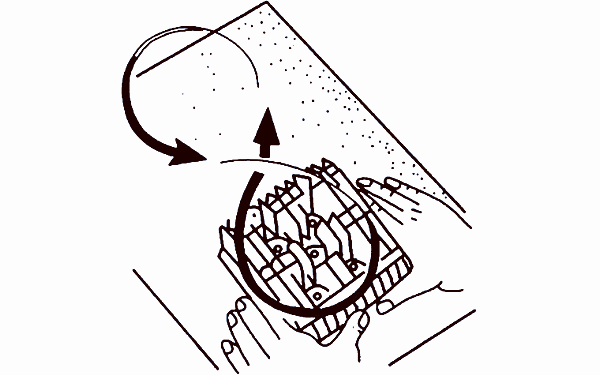
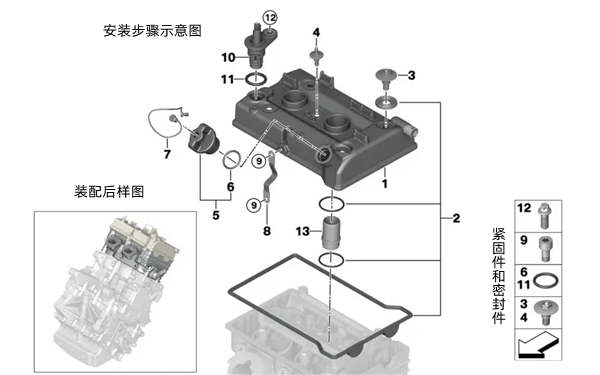
缸蓋經長期使用后,會逐漸曲變形,必須進行修磨,使其平面度允差恢復,如圖5所示。若安裝面不進行研磨,否則不但會因漏氣而沖壞缸墊,同時可燃氣外泄也會使缸蓋局部過熱,并容易產生裂縫。另外,缸蓋螺栓要按規定擰緊,以確保缸蓋的密封。缸套裝配過程中,若沒有嚴格按照裝配工藝規范,強行裝合,易使缸體內部積聚過大的殘余應力,產生裂紋。氣缸蓋步驟示意圖如圖6所示。
(1)在氣缸內塞入干凈抹布,以免污物等進入缸壁和活塞間。同時也不要讓污物進入冷卻液中。
(2)清潔缸蓋和缸體的密封表面,注意不要形成拉長的小溝或刮痕(使用砂紙粒度不得低于100)。
(3)用抹布仔細擦掉研磨殘余物。
(4)將第一缸活塞設置在上死點,并反向旋轉曲軸。
(5)鋪上氣缸密封墊:注意箭頭所示的定位銷;注意密封墊安裝位置,應在進氣側讀出零件號。
(6)裝上缸蓋。
(7)安上缸蓋螺栓并用手擰緊。
3、防止出現裂紋的預防措施
(1)汽缸冷卻水應隨時保持微堿性,使冷卻水pH值保持在8~9之間,以防止腐蝕。
(2)保持冷卻水量的正常,保持穩定水溫及進出口溫度,以及防止冷卻水泵失壓等。
(4)加強燃油凈化,避免含有水分的燃油進入汽缸,以免產生硫酸,造成酸性腐蝕。
(6)及時保養噴油器及噴油泵,以免造成霧化不良引起爆壓過高,并確保噴油定時的準確及汽缸冷卻水溫度適當。
(7)避免長期超負荷運轉,以免產生過熱現象。
(8)要按時打開缸蓋及活塞以清潔燃燒室并檢查。
(9)在上緊缸蓋固定螺栓(帽)時,應按照廠家規定力矩數值上緊,且力求各螺帽力矩的均勻。
|
圖5 柴油機汽缸蓋的安裝面研磨 |
圖6 柴油機氣缸蓋安裝步驟示意圖 |
總結:
氣缸蓋發生裂紋的原因大多由于缸蓋處于不正常的高溫下工作產生的熱應力所致。當溫度超過鑄件的臨界溫度時,材料的抗螨變強度下降,產生塑性變形,這是產生殘余拉伸應力的主要原因,而殘余拉伸應力的存在是缸蓋產生熱疲勞裂紋的癥結所在。由此,發動機在使用過程中,缸蓋鼻梁部位的金屬不斷地拉縮,最終造成疲勞損壞,即熱疲勞,導致大部分缸蓋裂紋都產生在鼻梁部位,即進、排氣門之間,或噴油嘴座孔和進、排氣門座孔之間,造成氣缸漏氣、漏水,燒壞缸墊,降低發動機的經濟性、動力性,甚至發生重大事故。因此,本文從柴油機氣缸蓋的結構、材料及工作狀況,分析氣缸蓋產生裂紋的部位和原因,并探討預防裂紋的措施,在實踐中尋找快速修復氣缸蓋裂紋的方法。
----------------
以上信息來源于互聯網行業新聞,特此聲明!
若有違反相關法律或者侵犯版權,請通知我們!
溫馨提示:未經我方許可,請勿隨意轉載信息!
如果希望了解更多有關柴油發電機組技術數據與產品資料,請電話聯系銷售宣傳部門或訪問我們官網:http://www.dhgif.com
- 上一篇:柴油發電機曲軸同心度的檢驗與調整
- 下一篇:常見的柴油發電機增壓方式有哪幾種?




