

|
故障檢查與技術(shù)維護(hù) |
康明斯柴油機(jī)氣缸套的檢查及維修方法 |
摘要:缸套正常磨損特征為工作表面清潔光滑,無明顯劃痕、擦傷等痕跡,以及其圓度、圓柱度誤差、內(nèi)徑增量(缸徑最大增量)小于規(guī)定值。一般而言,按照康明斯發(fā)電機(jī)組技術(shù)手冊(cè)的規(guī)定其鑄鐵缸套正常磨損率小于0.1mm。若超過此標(biāo)準(zhǔn),便會(huì)導(dǎo)致氣缸套壁厚減薄、圓度及圓柱度誤差增大,從而致使燃燒室就失去密封性,柴油發(fā)電機(jī)功率下降。因此,維修工在柴油機(jī)大修時(shí)應(yīng)按要求對(duì)缸套磨損進(jìn)行檢測(cè),掌握和控制氣缸套磨損狀況,防止發(fā)生氣缸套過度磨損。
一、氣缸組成及工作環(huán)境
康明斯柴油機(jī)氣缸通常采用帶水套的濕式氣缸套,由氣缸套、水套和橡膠封水圈等組成。氣缸周圍布置有氣缸蓋和活塞組,由氣缸套的內(nèi)表面和活塞頂面以及氣缸蓋底面共同構(gòu)成柴油機(jī)的燃燒空間。
氣缸套置于機(jī)體的氣缸體孔中,上由氣缸蓋壓緊固定。活塞在其內(nèi)孔作往復(fù)運(yùn)動(dòng),其外有冷卻水冷卻。與缸蓋、活塞共同構(gòu)成氣缸工作空間。氣缸套內(nèi)表受高溫高壓燃?xì)庵苯幼饔茫⑹冀K與活塞環(huán)及活塞裙部發(fā)生高速滑動(dòng)摩擦。外表與冷卻水接觸,在較大溫差下產(chǎn)生嚴(yán)重?zé)釕?yīng)力,受冷卻水腐蝕。活塞對(duì)缸套的側(cè)推力不僅加劇其內(nèi)表摩擦,并使其產(chǎn)生彎曲。側(cè)推力改變方向時(shí),活塞還撞擊缸套。此外還受到較大的安裝預(yù)緊力。
氣缸套內(nèi)表面還起到活塞作往復(fù)運(yùn)動(dòng)的導(dǎo)向作用,并且向周圍的冷卻水傳遞部分熱量。冷卻水在水套與氣缸套外壁之間的水腔內(nèi)流通,與氣缸套外壁直接接觸,而不與機(jī)體內(nèi)壁接觸。柴油機(jī)工作時(shí),由于燃料直接在氣缸內(nèi)噴射燃燒,氣缸受到周圍變化的高壓氣體的作用,承受活塞運(yùn)動(dòng)時(shí)交變的側(cè)壓力、氣體壓力、摩擦力以及氣缸蓋螺栓預(yù)緊力的綜合作用,氣缸套易發(fā)生振動(dòng)和變形,導(dǎo)致氣缸套外壁、內(nèi)表面磨損嚴(yán)重。對(duì)于外表面和冷卻水直接接觸的濕式氣缸套由于氣缸的變形、振動(dòng)和冷卻水的腐蝕,易使氣缸套產(chǎn)生穴蝕破壞。
穴蝕是指氣缸套和冷卻水接觸的外表面被腐蝕成許多針狀孔洞,孔洞表面清沽,無腐蝕生成的沉積。這些孔洞逐漸擴(kuò)大、深化,最后使氣缸套穿透,這種腐蝕稱為空穴腐蝕,簡(jiǎn)稱穴蝕或點(diǎn)蝕。
二、氣缸套外部的維護(hù)與檢查
1、氣缸套除銹和清洗
氣缸套外部維護(hù)與檢查時(shí),應(yīng)首先把氣缸套外表面的銹跡和水垢清除,用鋼絲刷子、蒸汽箱或溶液槽等清潔方法從柴油發(fā)電機(jī)氣缸套外面除去繡和水垢。
2、氣缸套裂紋檢查
檢查氣缸套凸緣的下部、氣缸套底部和氣缸套密封環(huán)槽等處有無裂紋。可采用磁力探傷法或著色探傷法檢查。柴油發(fā)電機(jī)氣缸套如有任何一種形式的裂紋均必須予以更換。
3、氣缸套腐蝕和穴蝕檢查
檢查氣缸套的外表面是否有腐蝕和穴蝕。
(1)當(dāng)腐蝕、穴蝕的深度達(dá)到1.6mm或更大時(shí),缸套應(yīng)報(bào)廢。
(2)檢查氣缸套凸緣下面有無腐蝕、穴蝕。如果不平處不能用細(xì)紗布磨掉,則缸套應(yīng)報(bào)廢。
(3)如果某一柴油發(fā)電機(jī)氣缸套有微小的穴蝕針孔存在,可繼續(xù)使用,但安裝必須將缸套有穴蝕針孔的部位安裝在曲軸最長(zhǎng)的中心方向一側(cè)。
4、輔助部位的測(cè)量
(1)測(cè)量氣缸套法蘭的厚度
使用千分尺測(cè)量柴油發(fā)電機(jī)氣缸套法蘭的厚度。利用該測(cè)量值可以預(yù)估柴油發(fā)電機(jī)氣缸套的突出量。座孔墊環(huán)游不同的厚度尺寸,可以幫助調(diào)整柴油發(fā)電機(jī)氣缸套的突出量。
(2)測(cè)量套法蘭的外徑
用千分尺測(cè)量柴油發(fā)電機(jī)氣缸套法蘭的外徑。
(3)氣缸套配合部分的外徑測(cè)量
用千分尺測(cè)量柴油發(fā)電機(jī)氣缸套的鋪助壓配合部位的外徑,此外,應(yīng)檢查柴油發(fā)電機(jī)氣缸套的外沿和底平面處事否有磨損。可用肉眼直接觀察上述區(qū)域是否有磨亮的小塊面積,如果看不到機(jī)械加工的痕跡區(qū)域在長(zhǎng)度上超過13mm時(shí),缸套必須更換。
|
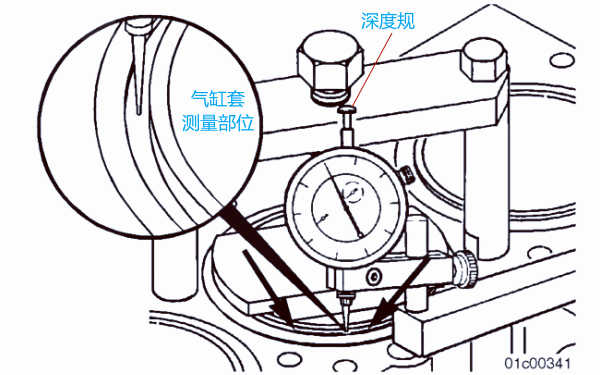
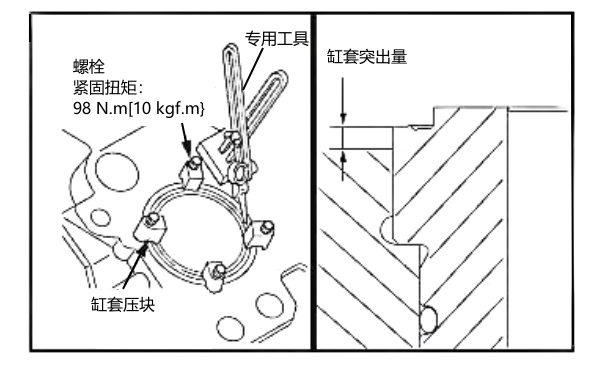
圖1 氣缸套突出量檢查工具安裝示意圖 |
圖2 缸套凸肩部分的突出量檢測(cè)位置 |
三、氣缸套內(nèi)表面檢查與測(cè)量
氣缸套內(nèi)表面檢查時(shí),首先直觀檢視氣缸套內(nèi)表面的拉傷、劃痕情況,看拉傷深度是否能被手指甲感覺出來。如能感覺到,則必須更換氣缸套,再測(cè)量與檢查。
1、氣缸套拉傷檢查
檢查缸套內(nèi)表面的拉傷劃痕情況,看拉傷深度是否能被手指甲感覺出來。如果手指甲能感覺有拉傷、劃痕就必須更換。
2、檢查氣缸套內(nèi)孔的磨亮情況
(1)輕微的磨亮
在磨損的區(qū)域處產(chǎn)生出一種光亮的鏡面,并留有磷化鍍層的痕跡和原始珩磨加工的跡線。
(2)中等程度的磨亮
在磨損的區(qū)域處產(chǎn)生出一種光亮的鏡面,并有非常輕的原始珩磨痕跡,或某種蝕刻形狀的明顯斑痕。
(3)嚴(yán)重程度的磨亮
在磨損的區(qū)域內(nèi)產(chǎn)生一種光亮的鏡面,不再有珩磨加工的痕跡或某種蝕刻形狀的斑痕。缸套內(nèi)孔若有以下情況就必須予以更換:
① 在活塞環(huán)移動(dòng)的區(qū)域內(nèi),有超過20%的一種磨亮部分。
② 在活塞環(huán)移動(dòng)的區(qū)域內(nèi)有種等程度和嚴(yán)重程度的磨亮面達(dá)30%,其中一半(15%)屬嚴(yán)重磨亮部分。
3、氣缸套的磨損量測(cè)量
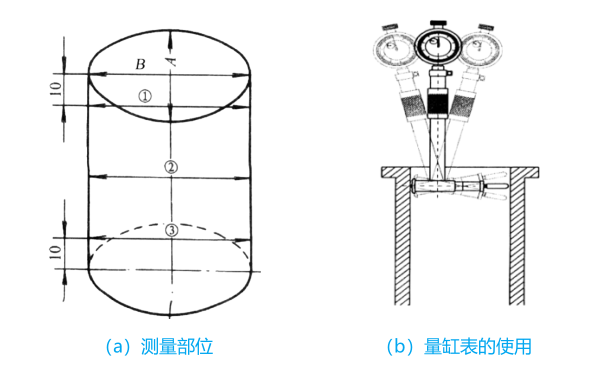
對(duì)氣缸的磨損情況,如果有條件的情況下,可采用缸套內(nèi)徑自動(dòng)檢測(cè)臺(tái),如圖3所示。一般情況下,應(yīng)采用內(nèi)徑量表(量缸表)在其上、中、下部位測(cè)量磨損量,如圖4所示。如果磨損量超過氣缸套最大直徑0.10mm時(shí),應(yīng)更換氣缸套。更換的新氣缸套的話必須應(yīng)保證氣缸套高出氣缸體的上平面。出現(xiàn)拉缸等故障時(shí),則必須進(jìn)行鏜缸和大修。
(1)用內(nèi)徑千分表(量缸表)的上、中、下部位置測(cè)量缸套內(nèi)徑,如圖4(a)所示。在每個(gè)測(cè)量部位互相長(zhǎng)90°的兩個(gè)位置。
(2)用內(nèi)徑千分表測(cè)量氣缸套內(nèi)孔的圓度,如圖4(b)所示。在離氣缸頂平面25.4mm處,測(cè)量缸套內(nèi)孔圓度,不應(yīng)超過0.08mm,測(cè)量下部缸套內(nèi)孔圓度,不應(yīng)超過0.05mm。
例如,6BT系列康明斯柴油發(fā)電機(jī),如果缸套磨損超過柴油發(fā)電機(jī)氣缸套最大直徑0.1mm,應(yīng)更換柴油發(fā)電機(jī)氣缸套或擴(kuò)磨到下一級(jí)加大尺寸。對(duì)加大尺寸的柴油發(fā)電機(jī)氣缸套,活塞相應(yīng)地有三級(jí)加大尺寸,即0.50mm、0.75mm和1.00mm。通常換用新的標(biāo)準(zhǔn)尺寸的柴油發(fā)電機(jī)氣缸套要比鏜磨到加大尺寸的柴油發(fā)電機(jī)氣缸套來的經(jīng)濟(jì),并可繼續(xù)使用標(biāo)準(zhǔn)的活塞和活塞環(huán)。
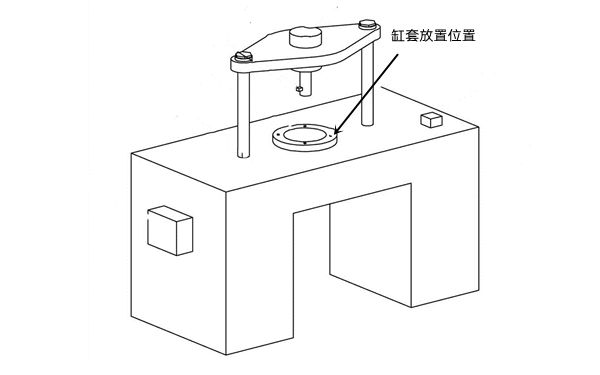
圖3 缸套內(nèi)徑檢測(cè)臺(tái)示意圖 |
圖4 用量缸表測(cè)量氣缸磨損量 |
四、氣缸套的修理方法
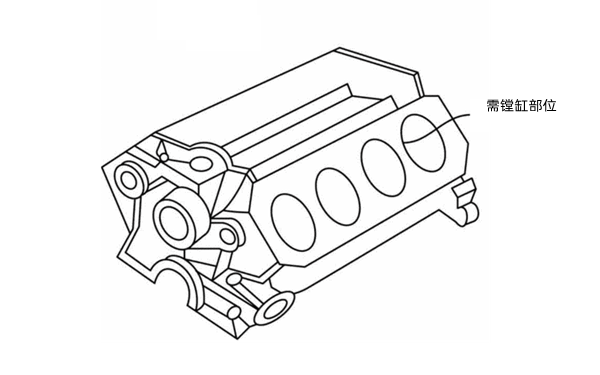
當(dāng)柴油機(jī)功率明顯下降,氣缸部位有敲缸響聲時(shí),可先拆下氣缸蓋,轉(zhuǎn)動(dòng)曲軸把活塞轉(zhuǎn)到上止點(diǎn),用手前后方向推動(dòng)活塞頂部,若感覺到活塞裙部有大的擺動(dòng)量,說明氣缸磨損嚴(yán)重,需要拆卸氣缸套鏜缸或磨缸。如還繼續(xù)使用,不僅加快氣缸的磨損,縮短柴油機(jī)的使用壽命,而且會(huì)造成加大鏜缸的等級(jí)。
1、鏜缸或磨缸的條件
一般有下列情況之一者應(yīng)鏜缸或磨缸。
(1)單缸柴油機(jī)型氣缸套磨損超過0.04mm,多缸柴油機(jī)型氣缸磨損超過0.37mm,應(yīng)進(jìn)行鏜缸。
(2)活塞粘缸劃出嚴(yán)重的痕跡。
(3)氣缸壁被燒壞的活塞環(huán)嚴(yán)重擦傷。
(4)氣缸壁被活塞銷卡簧劃出溝痕,特別嚴(yán)重時(shí)應(yīng)換用新氣缸。
(5)氣缸壁嚴(yán)重銹蝕或出現(xiàn)麻點(diǎn)。
2、鏜缸步驟
鏜缸的目的是恢復(fù)氣缸的正圓柱形和光潔度,以恢復(fù)柴油機(jī)的動(dòng)力性能,其步驟如下:
(1)清潔氣缸內(nèi)的積碳,整修缸體上平面。
(2)根據(jù)氣缸最大磨損直徑,參照活塞的加大規(guī)格,決定修理尺寸,計(jì)算出鏜削量。
(3)確定鏜削次數(shù)。
一般鑄鐵氣缸,第一刀因氣缸表面硬化層和氣缸磨損不均勻造成鏜削時(shí)負(fù)荷不均,最后一刀為提高表面光潔度,其進(jìn)刀量應(yīng)小些,一般為0.05mm左右,中間幾次進(jìn)刀量可大些,但不得超過鏜缸機(jī)限制的最大允許進(jìn)刀量。
(4)固定鏜缸機(jī)和缸體。
用同心法定中心,如圖5所示。同心法是在氣缸上口第一道活塞環(huán)以上未磨損部位定中心。定心桿球端距離氣缸頂面3~4mm。如果氣缸上口因更換活塞環(huán)時(shí)刮過缸口,也可以在氣缸下部磨損很輕微的部位定中心,使鏜缸機(jī)主軸與原來氣缸中心線重合,這樣鏜削后的氣缸與原來氣缸是同一中心。
(5)鏜削最后尺寸,應(yīng)根據(jù)活塞裙部直徑及活塞與氣缸間規(guī)定的間隙,留有磨缸量。鏜缸后,缸口應(yīng)加工成75°倒角,以便于活塞連桿的裝配。
3、磨缸步驟
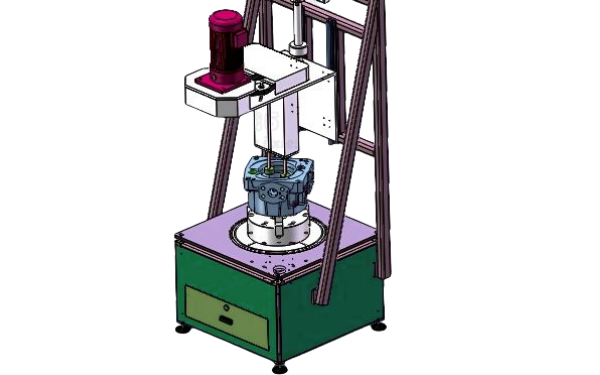
磨缸是把磨頭放入氣缸孔中,使用氣缸內(nèi)平面拋光機(jī),讓磨頭在缸孔內(nèi)作旋轉(zhuǎn)或往復(fù)運(yùn)動(dòng),如圖6所示。磨缸的目的是為了提高氣缸壁表面的光潔度,同時(shí)氣缸尺寸也會(huì)有少量的改變,達(dá)到要求的配合尺度。磨缸是氣缸修理的最后一道工序,其質(zhì)量的好壞直接影響到柴油機(jī)的使用性能和壽命。磨缸的步驟如下:
(1)將鏜過的氣缸加以清潔,清除氣缸內(nèi)的鐵屑。
(2)珩磨鑄鐵氣缸的磨頭砂條應(yīng)選用碳化硅質(zhì)(代號(hào)TL和T的綠、黑兩種顏色)、中軟(代號(hào)ZR1、ZR2)。粗磨時(shí),選用150~180粒度的砂條;細(xì)磨時(shí),選用280~320粒度的砂條。
(3)砂條對(duì)氣缸壁的壓力,是決定氣缸壁光潔度的重要因素之一。壓力過大,氣缸壁表面粗糙度大;壓力過小,會(huì)將氣缸磨成錐形或橢圓。實(shí)踐經(jīng)驗(yàn)證明,先將磨頭放入氣缸內(nèi),用手旋轉(zhuǎn)調(diào)整盤,使砂條向外擴(kuò)張,直到砂條緊壓氣缸壁,松開手后,磨頭不能自由下落,上下移動(dòng)時(shí)又沒有很大阻力為合適。
(4)磨缸時(shí),應(yīng)使磨頭旋轉(zhuǎn),又上下往復(fù)運(yùn)動(dòng),磨頭的旋轉(zhuǎn)速度和上下運(yùn)動(dòng)的速度,應(yīng)有一定的比例,多選用1:3或1:4的比例。一般鑄鐵氣缸,磨頭的線速度為60~75m/min。砂條上下露出缸口過多,磨成喇叭口,如果重疊,又會(huì)磨成腰鼓形。磨缸時(shí),應(yīng)加注適當(dāng)?shù)睦鋮s清洗潤(rùn)滑劑,一般用煤油、柴油或煤油中加15%~20%的機(jī)油,以清洗氣缸壁,沖掉磨屑,并冷卻缸體,使缸體不致因受熱膨脹而變形。在磨缸過程中,必須經(jīng)常用量缸表測(cè)量缸徑。磨至所需要的精確尺寸時(shí),不要再轉(zhuǎn)動(dòng)調(diào)整盤,可用00號(hào)砂紙包在磨頭上,將氣缸壁拋光。
(5)氣缸表面應(yīng)光滑看不見磨痕。氣缸的圓柱度、圓度一般不大于0.015mm。
|
圖5 柴油機(jī)鏜缸示意圖 |
圖6 柴油機(jī)氣缸內(nèi)平面拋光機(jī) |
總結(jié):
大都安裝有美國(guó)原裝康明斯柴油發(fā)電機(jī)的企業(yè)和用戶,屬于90年代早期康明斯產(chǎn)品。該批量柴油發(fā)電機(jī)零件多,特別是氣缸套部件,在運(yùn)行過程中會(huì)由于原材料材質(zhì)不良或運(yùn)行過程中由于參數(shù)變化,異常磨損等因素,使零部件提前失效,造成事故發(fā)生。為減少該類事故的發(fā)生,提醒用戶和維修人員應(yīng)當(dāng)正常科學(xué)運(yùn)行維護(hù)和檢修。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請(qǐng)通知我們!
溫馨提示:未經(jīng)我方許可,請(qǐng)勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請(qǐng)電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




