

|
技術(shù)維修與康明斯知識 |
柴油發(fā)電機(jī)氣缸體和缸蓋不平度、變形檢測方法 |
摘要:康明斯發(fā)動機(jī)長期在高轉(zhuǎn)速、大負(fù)荷條件下工作,潤滑不足、燒瓦抱軸等會導(dǎo)致氣缸體變形、開裂以及軸承座孔中心線的變化。康明斯發(fā)電機(jī)廠家在本文中以東風(fēng)康明斯6BT5.9系列柴油機(jī)為例,分析了深圳某用戶在實際使用中所出現(xiàn)的問題,并介紹了柴油發(fā)電機(jī)氣缸體和缸蓋的裂紋、不平度、變形檢測方法。
一、氣缸蓋產(chǎn)生裂紋和變形、不平的原因
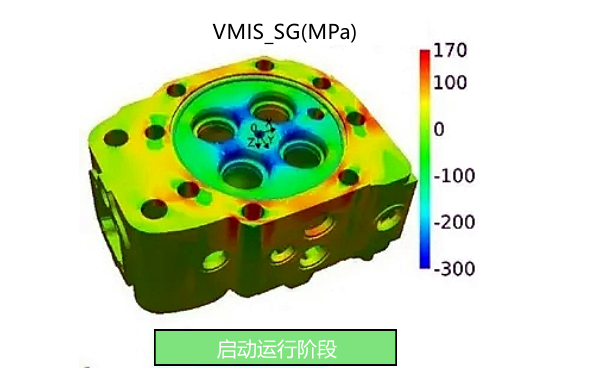
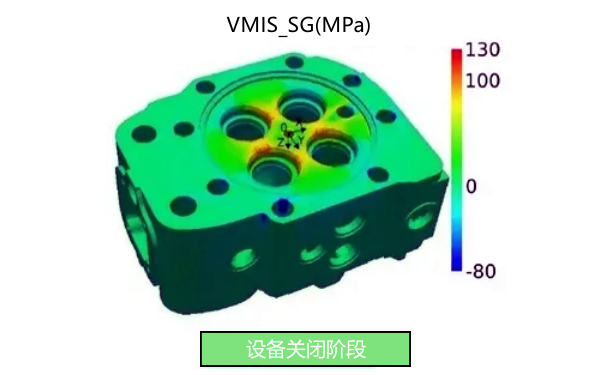
應(yīng)力是造成發(fā)動機(jī)氣缸蓋在使用過程中產(chǎn)生裂紋和穩(wěn)定性差的原因之一。在發(fā)動機(jī)運轉(zhuǎn)過程中,氣缸蓋會受到螺栓緊固力、燃?xì)獗l(fā)壓力以及活塞、連桿等產(chǎn)生的慣性力和離心力的作用,這些大小和方向都不相同的力,會使氣缸蓋發(fā)生輕微的彎曲和扭轉(zhuǎn),嚴(yán)重時甚至?xí)a(chǎn)生裂紋。圖1和圖2分別為柴油機(jī)啟動與停機(jī)時的應(yīng)力云圖。
1、氣缸蓋裂紋的主要原因
(1)使用管理不當(dāng),柴油機(jī)過熱時,突然加冷水;或在冷態(tài)下急劇加熱(柴油機(jī)啟動后不暖機(jī)又急劇增加負(fù)荷);供油時間不對,產(chǎn)生早燃或爆燃,造成缸蓋溫度過高等,致使缸蓋熱脹冷縮而產(chǎn)生裂紋;寒冷季節(jié),停車熄火后,馬上放掉冷卻水或沒有放凈,使缸體和缸蓋由熱驟冷或因剩余冷卻水而凍裂。
(2)冷卻系統(tǒng)水垢太多,散熱效率差,局部高溫而使缸蓋產(chǎn)生裂紋。
(3)修理時,氣缸蓋螺栓沒有按規(guī)定順序、規(guī)定扭矩擰緊,或各螺栓擰緊程度不一致,造成缸蓋、缸體受力不勻而產(chǎn)生裂紋。
(4)缸蓋材料問題,如鑄造應(yīng)力和材質(zhì)缺陷等,會出現(xiàn)應(yīng)力集中使其產(chǎn)生裂紋。
2、氣缸蓋變形的主要原因
(1)氣缸蓋鑄造后時效處理不當(dāng)
內(nèi)部存在過大的應(yīng)力,長期在高溫高壓狀態(tài)下工作,內(nèi)應(yīng)力慢慢向外釋放,造成缸蓋變形。
(2)使用不當(dāng)
柴油發(fā)電機(jī)長期超負(fù)荷運轉(zhuǎn);柴油機(jī)高溫狀態(tài)驟加冷卻水;長期使用硬水,水道內(nèi)產(chǎn)生過多的水垢,造成散熱差,尤其是鋁合金缸蓋,膨脹系數(shù)大,熱變形大,更容易造成翹曲。
(3)維修不當(dāng)
裝配時缸蓋螺母沒按規(guī)定扭矩、次序擰緊,或主觀的增加扭矩,以為密封效果好,其實這樣不但增大了缸蓋的變形,破壞了密封,而且縮短了螺栓的使用壽命;缸蓋各螺檢扭緊力不一致時,往往會造成局部凸起變形;汽缸套過盈量過大或臺肩凸出不一致,缸蓋壓緊后變形。在熱車狀態(tài)下拆卸氣缸蓋也是引起缸蓋變形的重要原因。檢查是重點是檢查平整度,以及積碳程度和配氣機(jī)構(gòu)的磨損度及間隙。
3、氣缸蓋底平面不平的主要原因
(1)缸蓋螺栓固定螺母沒按規(guī)定順序扭緊,扭矩過大或扭矩不均。
(2)缸墊燒損,缸蓋受燃?xì)獯捣骰驘龘p嚴(yán)重。
(3)缸墊漏水,缸蓋銹蝕嚴(yán)重。
(4)缸套臺肩凸出缸體平面超過規(guī)定值,并且各缸凸出量相差懸殊。
|
柴油機(jī)啟動階段氣缸蓋應(yīng)力云圖 |
柴油機(jī)停機(jī)階段氣缸蓋應(yīng)力云圖 |
二、氣缸體檢測操作步驟
1、檢修標(biāo)準(zhǔn)及要求
首先要檢測氣缸體缸壁的裂紋和缸蓋不平度,然后可先用堵漏劑試驗,如不能解決則需更換缸體或加裝薄壁干式缸套。其次,要解決排氣管不通的問題——疏通或換管,才能徹底排除故障。
(1)與缸體變形∶上平面最大變形為0.05mm。
(2)氣缸蓋變形∶下平面表面最大變形為0.05mm,進(jìn)氣歧管(或排氣歧管)側(cè)平面為0.10mm,排氣歧管側(cè)平面為0.10mm。
2、清潔氣缸體的上平面和氣缸蓋的下平面
(1)用木方墊將氣缸體和氣缸蓋墊起,讓氣缸體上平面(或氣缸蓋下平面)和氣缸蓋下平面向上。
(2)用鏟刀鏟除氣缸體上平面(或氣缸蓋下平面)和氣缸蓋下平面上氣缸墊殘余黏連物、氣缸蓋兩側(cè)的進(jìn)氣和排氣接口平面上的殘余黏連物。
(3)用細(xì)砂紙打磨鏟刀無法去除的殘余黏連物。
(4)放入清洗盆中,用煤油清洗氣新缸體上平面、氣缸蓋下平面和氣缸蓋兩側(cè)的進(jìn)氣和排氣接口平面。
(5)用壓縮空氣吹凈氣缸體上平面(或氣缸蓋下平面)和氣缸蓋下平面上的煤油。
3、測量氣缸體上平面和氣缸蓋下平面
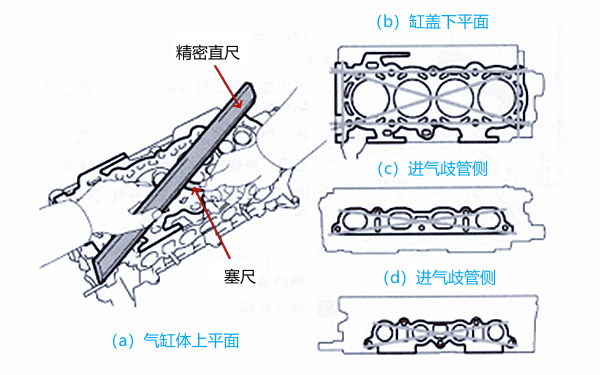
(1)用一只手輕輕將刀刃直尺的銳角靠在氣缸體上平面(或氣缸蓋下平面),如圖4(a)/(b)所示,另一只手用塞尺內(nèi)0.05mm的測量片向刀刃直尺和氣缸體上平面(或氣缸蓋下平面)的縫隙中試插。
(2)如果用0.05mm的測量片不能或很難插入刀刃直尺和氣缸體上平面(或氣缸蓋下平面)之間的縫隙中,則說明此測量點的變形量沒有達(dá)到最大值,然后更換位置檢測刀刃直尺和氣缸體上平面(或氣缸蓋下平面)之間的其他縫隙。
(3)如果測得圖4(a)/(b)所示的位置上刀刃直尺和氣缸體上平面(或氣缸蓋下平面)之間的所有縫隙都沒有達(dá)到最大限值,則再將刀刃直尺按照圖中粗實線所示的其他幾個方位,用上面兩個步驟的方法重復(fù)進(jìn)行檢測。
(4)在測量過程中,如果用0.05mm的測量片插入刀刃直尺和氣缸體上平面(或氣缸蓋下平面)之間的縫隙時有一些阻力或阻力很小,則說明此氣缸體上平面(或氣缸蓋下平面)的變形量達(dá)到或超過了最大限值。
4、氣缸蓋進(jìn)氣歧管側(cè)平面、排氣歧管側(cè)平面的測量
(1)用一只手輕輕將刀刃直尺的銳角靠在氣缸蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面,如圖4(c)/(d)所示,另一只手用塞尺內(nèi)0.10m m的測量片向刀刃直尺和氣缸蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面的縫隙中試插。
(2)如果用0.10 mm的測量片不能或很難插入刀刃直尺和氣缸T蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面之間的縫隙中,則說明此測量點的變形量沒有達(dá)到最大限值,然后更換位置檢測刀刃直尺和氣缸蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面之間的其他縫隙。
(3)如果測得圖4(c)/(d)所示的位置上刀刃直尺和氣缸蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面之間的所有縫隙都沒有達(dá)到最大限值,則再將刀刃直尺按照圖中粗實線所示的其他幾個方位,用上面兩個步驟的方法重復(fù)進(jìn)行檢測。
(4)在測量過程中,如果用0.10mm的測量片插入刀刃直尺和氣缸蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面之間的縫隙時有一些阻力或阻力很小,則說明此氣缸蓋進(jìn)氣歧管(或排氣歧管)側(cè)平面的變形量達(dá)到或超過了最大限值。
(5)氣缸蓋排氣歧管側(cè)平面可用以上測量進(jìn)氣歧管(或排氣歧管)側(cè)平面的步驟和方法進(jìn)行測量。
5、檢測注意事項
(1)氣缸體的上平面、氣缸蓋的下平面不能直接放在工作臺上或地面上,下面應(yīng)墊木方。
(2)清潔氣缸體的上平面、氣缸蓋的下平面時,不能用錘頭敲擊,以免造成新的變形或損壞。
(3)用壓縮空氣吹凈氣缸體的上平面和氣缸蓋的下平面上的煤油時要戴好護(hù)目鏡,氣槍不能朝向人吹。
(4) 刀刃直尺要輕拿輕放,避免與測量表面沖擊而產(chǎn)生變形或損壞。
(5) 煤油濺刀地面上要及時清潔,以避免因地面濕滑而造成人身傷害。
|
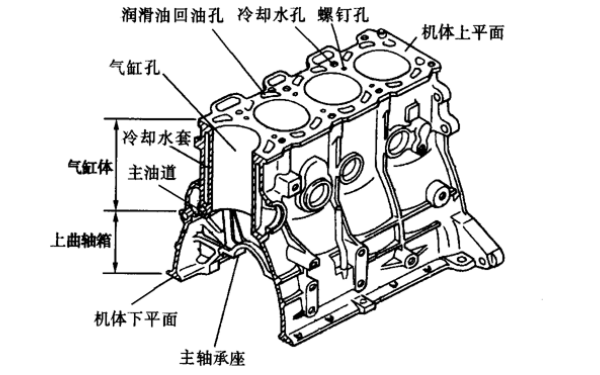
圖3 柴油機(jī)氣缸體結(jié)構(gòu)圖 |
圖4 柴油機(jī)汽缸蓋測量示意圖 |
三、預(yù)防缸蓋和機(jī)體變形的措施
1、優(yōu)化材料選擇
根據(jù)柴油機(jī)的工作環(huán)境和使用要求,選擇適合的材料。對于高溫高壓環(huán)境,可以選擇具有良好耐熱性和耐腐蝕性的材料。
2、提高制造工藝精度
在制造過程中,確保加工精度和裝配精度,以提高缸體和缸蓋的質(zhì)量。同時,采用先進(jìn)的鑄造技術(shù)和熱處理工藝,減少材料內(nèi)部的缺陷。
3、合理控制溫度
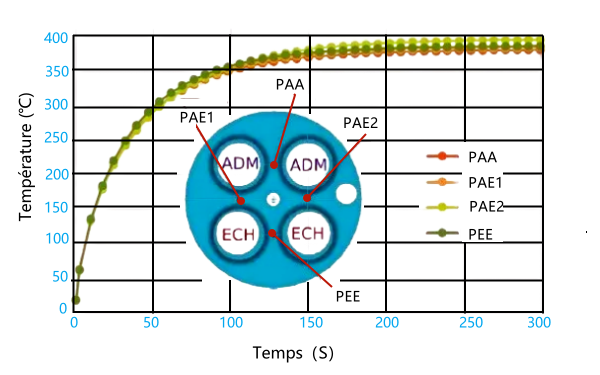
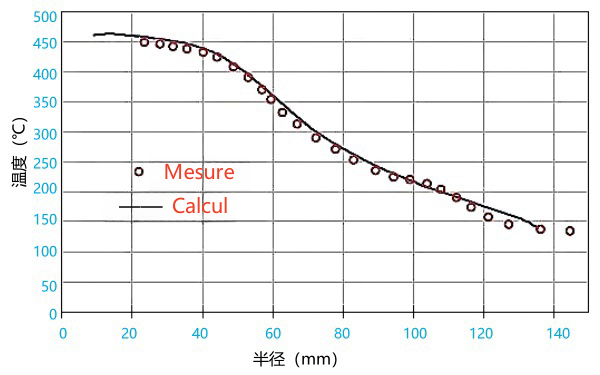
定期檢查冷卻系統(tǒng),確保其正常工作,防止柴油機(jī)過熱。同時,避免長時間高負(fù)荷運行,以減少溫度變化對缸體和缸蓋的影響。氣門區(qū)域溫度曲線變化和關(guān)系如圖5、圖6所示。
4、優(yōu)化機(jī)械負(fù)載
減少柴油機(jī)的機(jī)械負(fù)載,避免頻繁的突加突減負(fù)載。此外,選擇適合柴油發(fā)電機(jī)組性能的潤滑油,并定期更換。劣質(zhì)機(jī)油會加劇柴油機(jī)磨損,進(jìn)一步加劇缸體和缸蓋的變形。
5、加強(qiáng)質(zhì)量檢測
在生產(chǎn)過程中加強(qiáng)質(zhì)量檢測,及時發(fā)現(xiàn)和處理變形問題。對于已經(jīng)變形的缸體和缸蓋,進(jìn)行更換或修復(fù),以確保柴油機(jī)的正常運行。
|
圖5 運行階段柴油機(jī)缸蓋氣門橋處溫度變化曲線 |
圖6 柴油機(jī)氣門橋處溫度與到圓心距離的關(guān)系曲線 |
總結(jié):
氣缸蓋結(jié)構(gòu)復(fù)雜,壁厚不均勻,在高溫高壓下各部位熱負(fù)荷極不均勻,所有這些都會引起熱應(yīng)力的產(chǎn)生,同時,還承受很大的機(jī)械應(yīng)力的作用。氣缸蓋的工作條件相當(dāng)惡劣,常發(fā)生氣缸蓋裂紋和底平面翹曲變形等故障。本文在上述內(nèi)容中對這兩種故障進(jìn)行了分析,講述了檢測與維修方法,以提高柴油發(fā)電機(jī)氣缸蓋的檢修質(zhì)量。
----------------
以上信息來源于互聯(lián)網(wǎng)行業(yè)新聞,特此聲明!
若有違反相關(guān)法律或者侵犯版權(quán),請通知我們!
溫馨提示:未經(jīng)我方許可,請勿隨意轉(zhuǎn)載信息!
如果希望了解更多有關(guān)柴油發(fā)電機(jī)組技術(shù)數(shù)據(jù)與產(chǎn)品資料,請電話聯(lián)系銷售宣傳部門或訪問我們官網(wǎng):http://www.dhgif.com




